
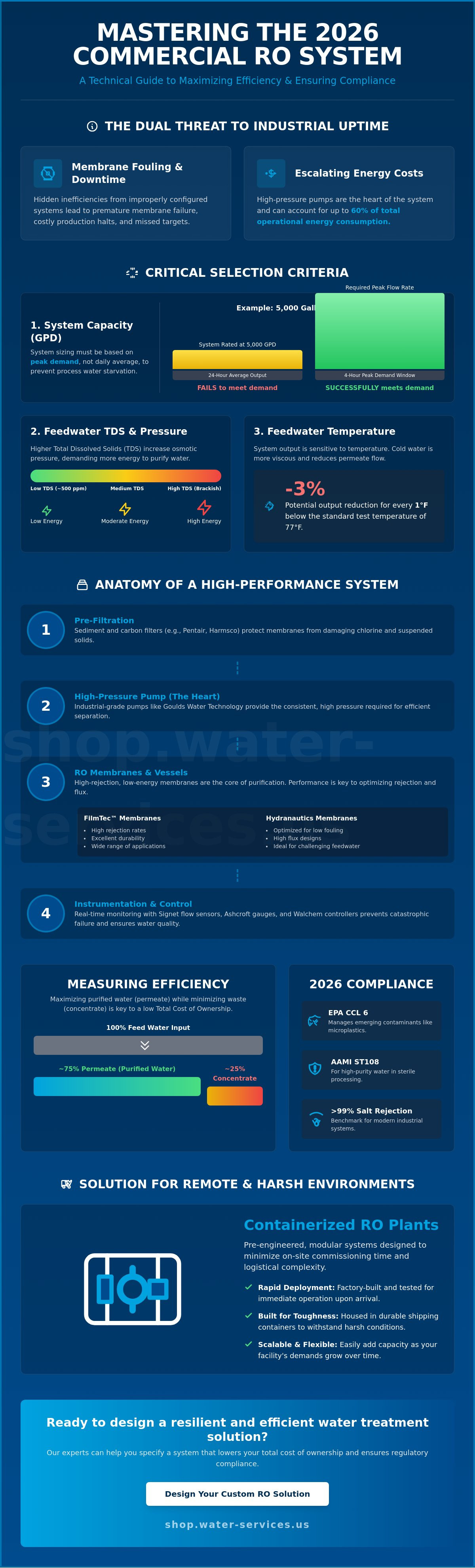
What if the most significant threat to your facility's uptime isn't a lack of raw water, but the hidden inefficiency of an improperly configured commercial reverse osmosis system? Industrial operators frequently face the dual burden of membrane fouling and the escalating energy costs associated with high-pressure pumping. It's a frustrating cycle where system failure in remote or harsh environments leads to costly downtime and missed production targets.
We understand that maintaining consistent permeate quality while lowering the total cost of ownership is your primary objective. This 2026 guide provides the technical framework to master system specifications and selection criteria, ensuring your facility remains compliant with the latest EPA Contaminant Candidate List 6 (CCL 6) and AAMI ST108 standards. We'll explore how to integrate high-performance hardware, including Goulds Water Technology pumps, FilmTec membranes, and Signet flow sensors, to create a scalable, resilient water treatment solution that manages everything from microplastics to high TDS levels.
Key Takeaways
- Identify how peak demand GPD and feedwater TDS levels dictate the technical configuration of your commercial reverse osmosis system to ensure long-term reliability.
- Evaluate the performance metrics of FilmTec and Hydranautics membranes to optimize rejection rates and flux in high-capacity industrial applications.
- Reduce total cost of ownership by selecting high-pressure Goulds pumps that manage up to 60% of total system operational energy consumption.
- Streamline deployment in remote or harsh environments using containerized RO plants designed to minimize on-site commissioning time and logistical complexity.
- Align system specifications with 2026 regulatory updates, including EPA CCL 6 and AAMI ST108, to maintain strict process water compliance.
Understanding the 2026 Commercial Reverse Osmosis Standard
Industrial water purification requires more than basic filtration. A Reverse osmosis (RO) process at the commercial scale functions as a multi-stage high-pressure membrane separation sequence. This technology is engineered for continuous large-scale purification. In 2026, the industrial standard has moved toward high-rejection, low-energy (LE) membrane technology. This shift addresses the increasing demand for energy efficiency in high-capacity facilities. High-purity water is a non-negotiable requirement for boiler feed systems and semiconductor manufacturing. Standard off-the-shelf units rarely meet these needs. They often fail because they lack the specialized pre-treatment and robust instrumentation necessary for harsh industrial environments. These systems must be engineered to handle specific feedwater chemistry to prevent premature membrane degradation.
Core Components of an Industrial RO Unit
Reliable system performance depends on high-integrity hardware. Pre-filtration stages utilize replacement sediment and carbon filters to protect the primary membranes from chlorine and suspended solids. These are often installed within Pentair filter housings or Harmsco filtration products to ensure structural durability. The high-pressure pump acts as the heart of the commercial reverse osmosis system. The integration of Goulds Water Technology pumps provides the consistent pressure required for osmotic separation. These pumps push water through specialized membrane housings and pressure vessel configurations built to withstand continuous industrial duty cycles. Additionally, Pulsafeeder metering pumps are frequently integrated to deliver precise doses of water treatment antiscalants, extending the operational life of the membranes in high-TDS environments.
Permeate vs. Concentrate: Measuring Efficiency
System efficiency is defined by the balance between permeate production and concentrate discharge. Industrial recovery rates in 2026 focus on maximizing purified water output while minimizing wastewater volume. Salt rejection benchmarks for modern industrial standards typically exceed 99% for most dissolved solids. Achieving these metrics requires precise process control and high-resolution data. Walchem controllers and Signet flow sensors allow for real-time monitoring of flux and water quality. Operators rely on Ashcroft pressure gauges to track pressure drops across membrane stages. This data is critical for identifying scaling before it leads to a catastrophic system shutdown. Proper instrumentation ensures that your facility meets discharge limits for BOD and TSS while maintaining process water reliability.
Technical Selection Criteria: Capacity, TDS, and Flux
Industrial success with a commercial reverse osmosis system depends on precise calculations that go beyond basic output ratings. Calculating the required Gallons Per Day (GPD) involves analyzing peak demand windows rather than simple daily averages. If your process requires 5,000 gallons during a four-hour production shift, a system rated for 5,000 GPD will fail to keep pace because its capacity is measured over a 24-hour cycle. You must size the equipment to meet the highest instantaneous flow requirements of your facility. This ensures process water reliability without overworking the high-pressure pumps.
Feedwater Total Dissolved Solids (TDS) directly dictate the operational pressure required for effective separation. High TDS levels increase osmotic pressure, requiring the pump to work harder to force water through the membrane. This fundamental principle of fluid dynamics is rooted in UCLA's development of the first RO membrane for desalination. In 2026, selecting a system based on standard test conditions (usually 77°F and 500 ppm TDS) often leads to performance gaps. Cold water is more viscous and requires higher pressure to maintain the same permeate flow. Operators must evaluate temperature-corrected flow rates to account for seasonal variations in feedwater temperature, which can reduce actual output by up to 3% for every degree below the standard test temperature.
Membrane flux is the most critical metric for determining the Total Cost of Ownership (TCO). Flux represents the volume of water passing through a specific area of membrane material, typically measured in Gallons per Square Foot per Day (GFD). High-flux designs allow for a smaller equipment footprint but significantly increase the risk of premature fouling. To ensure long-term stability and reduce maintenance frequency, industrial configurations often utilize a conservative flux rate. This strategy prevents the rapid accumulation of particulates on the membrane surface, extending the interval between chemical cleanings. You can browse our selection of water treatment antiscalants to further protect your membranes from mineral precipitation.
Analyzing Your Feedwater Chemistry
A comprehensive water analysis is the first step in technical selection. Identifying scaling ions such as Calcium, Magnesium, and Silica is essential for determining the necessary pre-treatment. High concentrations of these minerals will precipitate on membrane surfaces, causing irreversible flux decline. Operators must also monitor pH and Oxidation-Reduction Potential (ORP) to protect thin-film composite membranes from chemical attack. Depending on the results, you may need to implement Pulsafeeder metering pumps for antiscalant injection or multimedia filter tanks to remove suspended solids before they reach the RO stage.
Determining System Footprint and Scalability
Selection also involves choosing between skid-mounted and modular rack configurations. Skid-mounted systems offer a compact, pre-plumbed solution that simplifies installation. Modular designs provide superior scalability, allowing you to add additional pressure vessels as your production capacity grows. Integrating electric power controls allows for automated monitoring and adjustment of system parameters. This level of automation ensures that the system scales efficiently while maintaining strict compliance with process water standards. For those managing complex sites, engineered systems provide the flexibility needed for future expansion without replacing the entire core unit.
Component Excellence: Membranes and High-Pressure Pumps
A commercial reverse osmosis system functions as an integrated process where hardware quality determines long-term viability. The industry recognizes FilmTec and Hydranautics as the primary standards for high-performance membrane elements. FilmTec membranes are often preferred for their high active area and robust rejection characteristics in variable feedwater conditions. Hydranautics offers specialized high-rejection and low-energy (LE) options that excel in specific industrial wastewater recovery applications. Choosing between these brands requires an analysis of specific flux requirements and the chemical composition of the feedwater.
Pump selection determines approximately 60% of the total operational costs for a high-capacity RO unit. The electrical demand of maintaining high feed pressure is the largest recurring expense in water purification. Multi-stage centrifugal pumps provide the steady hydraulic energy needed to force water through the semi-permeable membrane barrier. Material integrity is equally critical. 316L stainless steel is the preferred material for high-pressure manifolds and pump internals to prevent corrosion in high-TDS environments. Reinforced polymers are suitable for low-pressure permeate lines where chemical resistance is the priority.
Advanced process control is managed through Walchem controllers. These units provide the logic for automated system functions, including pre-treatment interlocks and membrane flush cycles. They work in tandem with Ashcroft pressure gauges and Signet sensors to ensure the system operates within its designed hydraulic limits. This level of automation prevents mechanical failure and ensures that the system maintains consistent permeate quality despite fluctuations in feed conditions.
Comparing Industrial RO Membranes
Brackish water (BW) membrane configurations are designed for standard industrial feed sources, focusing on high salt rejection and permeability. Seawater (SW) membranes utilize thicker spacers and more robust construction to withstand the extreme pressures required for desalination. Fouling-resistant (FR) technology is essential for high-COD feedwater, as it utilizes modified membrane surfaces to repel organic contaminants and biological growth. High-rejection membranes for 2026 standards are defined as thin-film composite elements capable of maintaining a 99.7% nominal salt rejection rate while operating under low-energy conditions to maximize permeate recovery.
The Synergy of Goulds Pumps and RO
Consistent pressure delivery is vital for preventing flux fluctuations that lead to scaling. Goulds Water Technology Pumps are the preferred choice for high-head industrial applications due to their hydraulic precision and long mean time between failures (MTBF). These multi-stage pumps are engineered to handle the continuous duty cycles typical of 24/7 manufacturing operations. Integrating a Variable Frequency Drive (VFD) allows for energy optimization by adjusting motor speed to match the required system pressure. This technology compensates for seasonal feedwater temperature changes and membrane age, ensuring the system only consumes the energy necessary to meet current production targets.
Modular and Containerized RO: Solving Remote Site Challenges
Remote industrial operations, particularly in the mining and energy sectors, require high-capacity water treatment that can withstand environmental extremes. Stationary indoor units are insufficient for these applications. Containerized commercial reverse osmosis system designs have become the 2026 industrial standard for remote sites. These units provide a self-contained, climate-controlled environment that protects sensitive membranes and electronics from dust, extreme temperatures, and humidity. By housing the entire treatment train within a reinforced enclosure, operators ensure process water reliability in locations where traditional building infrastructure is unavailable.
Plug-and-play logistics define the efficiency of these modular systems. Pre-engineered units arrive at the site as complete, factory-tested modules. This approach reduces on-site commissioning time by up to 70% compared to traditional field-built systems. All internal plumbing, electrical wiring, and Walchem controllers are pre-installed and calibrated. For temporary projects or short-term capacity increases, a mobile water treatment plant rental provides a flexible solution without the capital expenditure of a permanent installation. These mobile units are engineered for rapid deployment and can be relocated as site requirements change.
Engineering for Harsh Environments
Coastal and high-salinity operations demand specific material selections to prevent structural failure. High-grade stainless steel and specialized corrosion-resistant coatings are utilized for all exposed hardware. To handle complex feedwater, these systems often integrate mobile ultrafiltration (UF) units as a primary pretreatment stage. UF removes high concentrations of suspended solids and pathogens, significantly reducing the load on the downstream RO membranes. For a deeper technical analysis, refer to our guide on the Industrial Water Purification System for Mining.
Logistics and Deployment
Systems are typically housed in standard 20-foot or 40-foot ISO containers. This allows for seamless global shipping via standard freight infrastructure. Deployment requires minimal site preparation beyond a level concrete pad and appropriate feedwater and power connections. These plants can be integrated with on-site generators or solar arrays for locations without grid access. Safety remains a primary concern during operation. Personnel must utilize appropriate personal protective equipment (PPE) when performing high-pressure maintenance or handling water treatment chemicals.
Explore our full range of containerized reverse osmosis plants to find a solution for your remote industrial site.
Designing Your Custom Commercial RO Solution
Standardized industrial units often lack the flexibility required for high-stakes manufacturing or specialized mining operations. Transitioning to an engineered commercial reverse osmosis system allows for precise alignment with site-specific feedwater chemistry and production goals. Technical consulting is vital for ensuring regulatory compliance, particularly as standards for microplastics and emerging contaminants evolve. Water Services, Inc. utilizes a centralized engineering hub in Provo, Utah, while maintaining a global logistical distribution network. This capability ensures that specialized components, such as Hydranautics membranes or Goulds pumps, are delivered and commissioned with technical integrity, regardless of the site's geographic location.
The Engineering and Commissioning Process
Engineering a custom solution follows a rigorous three-step protocol to ensure long-term operational reliability. First, raw water analysis and permeate goals are established. We perform a comprehensive assessment of feedwater ions, pH, and turbidity to define the necessary treatment stages. Second, engineers conduct pilot testing and membrane flux modeling. This step involves calculating the optimal Gallons per Square Foot per Day (GFD) to prevent premature fouling and ensure energy efficiency. Finally, every system undergoes Factory Acceptance Testing (FAT) before shipment. This process verifies that all Walchem controllers, Signet flow sensors, and high-pressure manifolds meet the exact specifications defined during the design phase.
Securing Long-Term Performance
Reliability depends on a disciplined maintenance schedule centered on Clean-In-Place (CIP) procedures. Regular CIP cycles using specialized water treatment chemicals prevent mineral scaling and organic biofouling on membrane surfaces. Remote monitoring through integrated Walchem controllers allows for real-time adjustments based on pressure and flow data provided by Ashcroft gauges. This proactive approach identifies performance shifts before they lead to catastrophic system downtime. Operators should maintain a local inventory of critical water treatment components, including replacement sediment filters and antiscalants, for rapid replacement during scheduled service intervals.
A well-maintained system manages the high energy costs associated with fouled membranes and inefficient pumping cycles. By integrating high-quality hardware with precise process control, facilities achieve a lower total cost of ownership and consistent water quality. Consult with our engineers for a custom RO system quote to secure your facility's process water reliability.
Optimizing Industrial Water Reliability for 2026
Achieving long-term stability in water purification requires a precise alignment of technical specifications and site-specific environmental conditions. Successful operators prioritize the synergy between high-rejection membranes and energy-efficient pumping cycles to manage the total cost of ownership. Whether you're deploying containerized units at remote mining sites or integrating engineered racks into an existing facility, the selection of high-integrity hardware remains the foundation of process water reliability.
Water Services, Inc. has provided Provo-based engineering since 1994. We maintain a global installation footprint across the mining and oil sectors, ensuring technical integrity in the most demanding environments. As an authorized distributor for Goulds, FilmTec, and Hydranautics, we provide the specialized components necessary for a high-performance commercial reverse osmosis system. Our team integrates technical expertise with international distribution capabilities to support your facility's ongoing regulatory compliance and operational efficiency.
Explore Industrial RO Systems and Components to secure your facility's water future.
Frequently Asked Questions
What is the difference between commercial and industrial reverse osmosis systems?
The primary difference lies in the design life and operational scale. Commercial systems typically handle flow rates for hospitality or small-scale applications, while industrial systems are engineered for 24/7 duty cycles in manufacturing or mining. Industrial units utilize more robust materials, such as 316 stainless steel and advanced Walchem controllers, to withstand harsh environments. They focus on higher recovery rates and specific contaminant removal targets required by industrial process standards.
How often should RO membranes be replaced in a commercial setting?
Membranes in a commercial reverse osmosis system generally last between two and five years. This interval depends heavily on the effectiveness of your pre-filtration and the chemical composition of the feedwater. Regular monitoring of the salt rejection rate and pressure differential across the vessels is essential. If rejection drops below 95% or the feed pressure increases significantly to maintain flow, it's time to install new FilmTec or Hydranautics elements.
Can a commercial RO system remove 100% of Total Dissolved Solids (TDS)?
No system removes 100% of Total Dissolved Solids. Modern high-rejection membranes typically achieve rejection rates between 95% and 99.7%. The remaining ions, known as salt passage, are influenced by feed pressure, temperature, and specific ion size. For applications requiring ultra-pure water with zero TDS, such as semiconductor manufacturing, the RO permeate must undergo additional treatment stages like deionization or electrodeionization (EDI) after the primary RO process.
What pretreatment is required for a commercial reverse osmosis system?
Effective pretreatment includes sediment filtration, carbon block filters, and chemical conditioning. Multi-media filter tanks remove suspended solids, while carbon stages eliminate chlorine that can permanently damage thin-film composite membranes. Depending on your water analysis, you may also require Pulsafeeder metering pumps to inject antiscalants. This prevents mineral scaling on the membrane surface, which is critical for maintaining flux and extending the operational life of the high-pressure pump.
How much wastewater does a commercial RO system produce?
Wastewater production is determined by the system's recovery rate. Most industrial systems are configured for a 50% to 75% recovery, meaning for every 100 gallons of feedwater, 25 to 50 gallons are discharged as concentrate. Increasing the recovery rate reduces wastewater but increases the risk of membrane scaling. Operators must balance water conservation with the technical limits of the membrane elements and the concentration of scaling ions in the brine stream.
Is it better to lease or purchase a mobile RO treatment plant?
Choosing between leasing and purchasing depends on project duration and capital budget. Leasing a mobile RO plant is ideal for short-term remediation, pilot testing, or temporary capacity increases during peak production. It allows for rapid deployment without a large upfront investment. Purchasing is more cost-effective for permanent remote installations where the equipment will operate for several years. Both options provide the same high-level purification using components like Goulds pumps and Signet sensors.
What are the power requirements for a 10,000 GPD RO system?
A 10,000 GPD system typically requires three-phase electrical power to support the high-pressure pump. The exact wattage depends on the feedwater TDS and the resulting pump head requirements. Most systems of this capacity utilize a 3 HP to 7.5 HP motor. It's essential to verify your site's voltage and phase availability before commissioning, as larger industrial pumps require stable power to prevent motor burnout and ensure consistent hydraulic performance.
How does feedwater temperature affect RO system performance?
Feedwater temperature significantly impacts the viscosity of the water and the permeability of the membrane. Lower temperatures increase water viscosity, which requires higher feed pressure to maintain the rated permeate flow. Most systems are rated at a standard 77°F (25°C). If your feedwater temperature drops to 50°F, you can expect a flow reduction of approximately 30% to 50% unless the system is designed with a Variable Frequency Drive (VFD) to compensate for these seasonal changes.
0 comments