
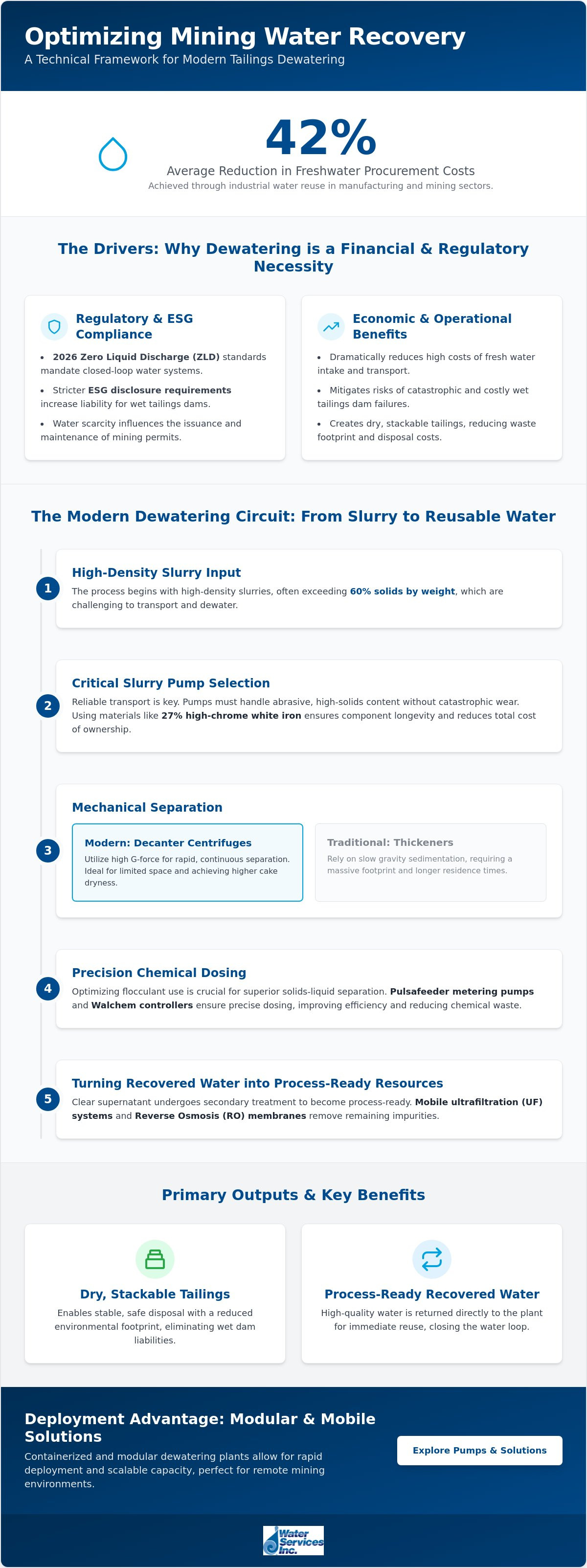
Industrial water reuse now reduces freshwater procurement costs by an average of 42% across global manufacturing sectors. For mining operations navigating China's 2025 State Council Action Plan and updated ICMM sustainability standards, efficient water recovery isn't just an advantage; it's a regulatory requirement. Success in these environments depends on precise slurry pump selection for mineral processing, particularly as modern mills process high-density slurries that frequently exceed 60% solids by weight.
Operators face rapid abrasive wear in high-solids environments and increasing pressure to maintain tailings dam safety under 2026 ESG regulations. This article provides a technical framework to optimize your dewatering circuit, allowing you to maximize water recovery, reduce total cost of ownership, and achieve dry stackable tailings for stable disposal. We'll detail the integration of HI 12.1-12.6 standards, the utility of 27% high-chrome white iron for component longevity, and how IoT-driven monitoring ensures process-ready recovered water for immediate reuse.
Key Takeaways
- Understand how 2026 Zero Liquid Discharge (ZLD) standards and rising freshwater costs make mechanical tailings dewatering a financial necessity for modern mines.
- Learn the technical criteria for slurry pump selection for mineral processing to handle high-density slurries while reducing component wear and total cost of ownership.
- Discover how precision dosing with Pulsafeeder metering pumps and Walchem controllers optimizes flocculant use for superior solids-liquid separation.
- Identify why secondary treatment using mobile ultrafiltration systems and RO membranes is essential for converting recovered tailings water into process-ready resources.
- Evaluate the logistical benefits of containerized and modular dewatering plants for rapid deployment and scalable capacity in remote mining environments.
The Economics of Dewatering Tailings for Industrial Water Recovery
Tailings dewatering is the mechanical and chemical separation of water from mine tailings to create dry stackable solids. This process has transitioned from a secondary environmental obligation to a core economic strategy for global mining operations. In 2026, the industry has standardized Zero Liquid Discharge (ZLD) to ensure operational resilience in water-stressed regions. By closing the site water loop, facilities drastically reduce fresh water intake costs. This reduction is vital; industrial water reuse reduces freshwater procurement expenses by an average of 42% across manufacturing and mining sectors. Robust slurry pump selection for mineral processing is the technical foundation for this recovery, ensuring high-density waste moves reliably through dewatering circuits without catastrophic wear.
Why Water Recovery is the Primary Driver in 2026
Water scarcity now directly dictates the issuance of mining permits and the maintenance of a social license to operate. In remote industrial corridors within Africa and South America, the logistical cost of transporting fresh water often surpasses the price of the resource itself. Regulatory pressure has accelerated the transition from wet sedimentation ponds to dry stack tailings management. This shift mitigates the extreme liability risks associated with wet tailings dams, which are subject to stricter 2026 ESG disclosure requirements. Dry stacking reduces the physical footprint of waste and minimizes environmental impact. Implementing high-performance industrial pumps allows operators to transport thickened slurries effectively while maximizing the volume of water returned to the process plant.
Key Metrics for Measuring Dewatering Efficiency
Maximizing the return on investment for dewatering infrastructure requires tracking specific technical indicators. Precise slurry pump selection for mineral processing directly influences these outcomes:
- Solids concentration percentage: Achieving optimal cake dryness is essential for stable disposal. Modern circuits aim for slurries exceeding 60% solids by weight to facilitate dry stacking.
- Turbidity of recovered water: Clearer supernatant reduces the load on downstream purification. This metric establishes the baseline for further treatment using water treatment antiscalants and chemicals.
- Energy consumption: Operational efficiency is measured by the energy required per cubic meter of water recovered.
Reducing the risk of wet dam failures through these metrics protects the long-term solvency of the operation. Efficient transport and separation ensure that recovered resources are process-ready, directly supporting 2026 environmental compliance mandates.
Slurry Pump Selection for Mineral Processing: Centrifuges vs. Thickeners
Mechanical separation efficiency determines the volume of water available for immediate recycling. Traditional thickeners rely on gravity sedimentation, requiring a massive footprint and long residence times. In contrast, decanter centrifuges utilize mechanical force to achieve rapid liquid-solid separation. This distinction is foundational to Dewatering, Filtration, and Separation in Mineral Processing. While thickeners are suitable for high-volume, low-density streams, centrifuges are increasingly replacing large sedimentation ponds in sites where space is limited or environmental regulations mandate higher cake dryness.
The Role of Decanter Centrifuges in Rapid Separation
Decanter centrifuges apply high G-force to accelerate the settling of ultra-fine particles that would otherwise remain suspended in gravity thickeners. These units support continuous 24/7 mineral processing production lines, eliminating the downtime associated with batch processing. Operators maintain control by adjusting bowl speed and torque settings to compensate for variations in mineralogy and particle size distribution. This flexibility ensures consistent output even when ore grades fluctuate. Utilizing adjustable-speed drives allows the system to handle variable slurry densities in real-time, protecting downstream equipment from solids carryover.
Selecting Slurry Pumps for Feed and Underflow
Effective slurry pump selection for mineral processing is critical for maintaining a stable feed to these dewatering units. Inconsistent flow rates or pressure surges disrupt the centrifuge's internal balance, which leads to poor separation or equipment damage. Goulds Water Technology Pumps are engineered to handle these demanding feed and underflow applications. Material selection depends on the slurry's abrasive profile. High-chrome white iron (27% Cr) with a hardness exceeding 600 Brinell is the 2026 industry standard for pH levels between 5 and 12. Rubber-lined pumps are preferred for finer, highly acidic particles where chemical resistance is as vital as wear protection.
Managing Net Positive Suction Head (NPSH) requirements is a primary concern in deep-pit or high-altitude mining operations. Insufficient NPSH leads to cavitation, which destroys impellers and reduces pump life. Reliable designs feature replaceable wear liners and adjustable impeller clearances to maintain performance as components wear. If you're looking to upgrade your dewatering circuit, you can explore high-performance pump options that meet HI 12.1-12.6 reliability standards. These maintenance-friendly features ensure that downtime remains minimal while the plant pursues its water recovery targets.
Optimizing Separation with Precision Chemical Dosing
While slurry pump selection for mineral processing determines the mechanical movement of tailings, chemical dosing determines the efficiency of the separation itself. Flocculants and coagulants are necessary to break complex mineral emulsions and aggregate ultra-fine particles that would otherwise remain in suspension. Without precise chemical intervention, even the most robust dewatering circuit will struggle with solids carryover and poor water clarity. Flocculation is the electrochemical process that maximizes centrifuge throughput. By binding smaller particles into larger "flocs," the system achieves higher sedimentation rates and produces a drier solid cake for disposal.
Precise chemical delivery improves the clarity of recovered water, making it suitable for immediate reuse in the plant. Inconsistent dosing leads to significant operational issues. Over-dosing creates chemical waste and can blind filter media, while under-dosing results in turbid water that requires extensive downstream treatment. Automated process control systems reduce this waste by using real-time sensors to adjust dosing rates dynamically. These systems ensure that the chemical concentration remains optimal even when the mineralogy or flow rate of the incoming tailings changes.
Metering Pumps for Harsh Mineral Processing Chemicals
Precision injection requires hardware capable of withstanding aggressive industrial environments. Pulsafeeder Metering Pumps provide the accuracy needed for consistent flocculant injection under varying pressure conditions. These pumps are constructed from materials designed to handle corrosive water treatment antiscalants and acidic tailings water without degrading. For maximum efficiency, these units integrate with Walchem Controllers to enable proportional dosing. This integration allows the system to scale chemical delivery based on real-time flow data, ensuring that slurry pump selection for mineral processing is supported by a responsive chemical feed system.
Monitoring Flow and Pressure in the Dewatering Line
Maintaining the mass balance of a dewatering circuit requires constant data from the field. Operators use Signet flow sensors to track recovery rates, providing the necessary metrics to calculate total water savings. System integrity is monitored through Ashcroft pressure gauges, which are built to maintain accuracy in high-vibration mining environments. These gauges alert operators to potential line blockages or pump wear before they result in system failure. Safety remains a priority in these environments. Workers must use appropriate PPE when handling industrial-grade separation chemicals or performing maintenance on dosing skids. This combination of robust monitoring and safety protocols ensures the dewatering line operates at peak reliability.
Turning Recovered Water into Process-Ready Resources
Mechanical separation via centrifuges or thickeners is only the first stage of a closed-loop water management strategy. While these methods remove the bulk of mineral waste, the resulting supernatant often contains dissolved minerals and high conductivity levels that can damage sensitive plant equipment. Simple dewatering isn't enough for 2026 environmental standards. To achieve true resource recovery, operators must address these chemical impurities to prevent scaling and corrosion in recycled water loops. Implementing mining wastewater treatment solutions ensures that recovered water meets both technical and regulatory requirements.
Residual suspended solids that escape the centrifuge are typically removed using mobile ultrafiltration (UF) systems. These membranes act as a fine barrier, protecting downstream reverse osmosis (RO) units from fouling. While slurry pump selection for mineral processing focuses on moving abrasive waste, the purification stage requires a different class of hardware. High-purity water is essential for cooling systems, reagent mixing, and boiler feed, where even minor mineral buildup leads to significant efficiency losses.
Membrane Selection for Mining Water Recovery
Choosing the right membrane is critical when dealing with high-salinity tailings water. You should evaluate FilmTec vs Hydranautics RO Membranes based on your specific feed water chemistry. FilmTec membranes are often preferred for their robust rejection of dissolved solids, while Hydranautics offer specialized options for high-fouling environments. To maintain 2026 flux rates, operators must utilize water treatment antiscalants. These chemicals prevent the precipitation of mineral salts on membrane surfaces, ensuring the longevity of the purification system in mineral-rich environments. Maximize your permeate quality by matching membrane specifications to the unique conductivity profile of your site's tailings.
High-Pressure Pumps for Membrane Feed
The transition from slurry transport to membrane purification requires high-pressure multistage pumps. Goulds Water Technology multistage pumps provide the constant, high-head pressure necessary for RO feed applications. These pumps must handle the high-head requirements of deep-pit mining water loops where water must be moved across significant vertical distances. Durability is a non-negotiable factor. Pumps operating in these environments must resist both the residual abrasives from the tailings and the corrosive nature of concentrated brine. The technical rigor required for high-pressure feed is as critical as the initial slurry pump selection for mineral processing used in the tailings line. You can browse industrial pumps for water recovery to find units that meet these rigorous pressure specifications.
Implementing Modular and Mobile Dewatering Solutions
Modular dewatering systems offer a practical solution for remote mining sites where traditional fixed infrastructure is often impractical. Containerized reverse osmosis plants and mobile ultrafiltration systems are pre-assembled and factory-tested, which significantly reduces on-site commissioning time and construction costs. These units allow operators to scale capacity as production increases by simply adding additional modules to the existing circuit. This flexibility is essential for managing fluctuating tailings volumes without the capital risk associated with oversized fixed plants. For temporary mine closures or remediation projects, rental and leasing options provide a cost-effective method to meet 2026 environmental compliance without long-term asset ownership.
In these modular configurations, slurry pump selection for mineral processing remains a primary engineering decision. The pumps must be integrated into the compact footprint of the container while maintaining the same durability and performance as fixed installations. Reliable transport of abrasive tailings to the separation modules ensures the entire recovery circuit operates at design capacity. Using high-quality components within these mobile units prevents the frequent downtime that often plagues lower-grade portable equipment. When the dewatering system is portable, it can be moved to different sections of a tailings facility, optimizing the recovery process across the entire site.
Custom Engineering for Site-Specific Mineralogy
A "one size fits all" approach fails in complex mineral processing environments due to variations in particle size and chemical composition. Pilot-scale testing is necessary to determine optimal equipment sizing and minimize the total cost of ownership. This process ensures that membranes and filtration media are precisely matched to the specific mineralogy of the site. For applications requiring the disinfection of recovered water for non-process uses, integrating Viqua UV Water Purification Systems provides a chemical-free method to ensure safety. Custom engineering ensures that every component, from the initial feed pump to the final purification stage, is optimized for the specific tailings profile.
Remote Monitoring and Maintenance of Recovery Plants
Maintaining peak performance at global sites requires robust data oversight. Walchem controllers enable remote data logging and performance tracking, allowing engineers to identify efficiency drops or wear patterns before they lead to system failure. Long-term reliability depends on scheduled maintenance and the use of high-quality replacement parts. Water Services, Inc. provides global technical support from its headquarters in Provo, Utah, blending domestic industrial reliability with international reach. This centralized expertise ensures that even the most remote modular plants receive the technical support needed to maintain 2026 environmental standards. Correct slurry pump selection for mineral processing combined with smart monitoring creates a resilient system that maximizes water recovery across the entire life of the mine.
Operational Resilience Through Integrated Water Recovery
Success in 2026 mineral processing depends on a unified approach to tailings management. You've seen how mechanical separation, precision chemical dosing, and advanced membrane purification work together to achieve Zero Liquid Discharge. Strategic slurry pump selection for mineral processing serves as the mechanical anchor for these recovery circuits; it ensures your system handles high-density waste while maximizing the return of process-ready water. These integrated systems reduce freshwater procurement costs and mitigate the long-term environmental liabilities associated with traditional wet tailings storage.
Water Services, Inc. has provided global mining expertise since 1994. As an authorized distributor for Goulds, Viqua, and FilmTec, we specialize in custom containerized and mobile industrial water solutions. Our engineering team helps you navigate complex mineralogy with pilot-tested, site-specific designs that ensure reliability in the harshest commercial environments. We focus on providing technical integrity and stable logistical support for professional users worldwide.
Ready to optimize your tailings circuit? Contact Water Services, Inc. for a custom dewatering and water recovery system design and ensure your operation remains compliant and cost-effective. Building a closed-loop system today secures your operational future and enhances your site's resource efficiency.
Frequently Asked Questions
What is the primary benefit of dewatering tailings for water recovery?
The primary benefit is the significant reduction in freshwater procurement costs and the mitigation of tailings dam failure risks. By recovering water for reuse, industrial facilities can reduce freshwater expenses by an average of 42%. Additionally, dewatering creates dry stackable solids, which occupy less space and provide a more stable disposal method than traditional wet tailings ponds. This process directly supports operational resilience in water-stressed regions.
How do I select the right slurry pump for mineral processing?
Proper slurry pump selection for mineral processing requires matching the pump's metallurgy and hydraulic design to the slurry's specific gravity, particle size, and pH level. For abrasive tailings with a pH between 5 and 12, 27% high-chrome white iron is the industry standard for component longevity. You must also calculate Net Positive Suction Head (NPSH) to prevent cavitation, especially in high-altitude or deep-pit operations where suction conditions are challenging.
Can recovered tailings water be reused immediately in the mining process?
Recovered water can be reused immediately for basic tasks like dust suppression, but sensitive process equipment usually requires secondary treatment. Simple mechanical dewatering removes solids but leaves dissolved minerals and high conductivity. To prevent scaling in cooling towers or reagent mixing tanks, the water should pass through ultrafiltration or reverse osmosis systems to ensure it meets technical specifications for process-ready resources.
What chemicals are commonly used to assist in the dewatering of mine tailings?
Flocculants and coagulants are the primary chemicals used to aggregate fine particles into larger masses for easier separation. These polymers facilitate the electrochemical process that maximizes centrifuge and thickener throughput. For optimal results, use Pulsafeeder metering pumps and Walchem controllers to maintain precise dosing rates. This precision prevents chemical waste and ensures the clarity of the recovered water for downstream use.
Is Reverse Osmosis necessary for all tailings water recovery projects?
Reverse Osmosis (RO) is not required for all projects, but it's essential for operations that need high-purity water with low conductivity. If the recovered water is intended for boiler feed or sensitive chemical reagents, RO membranes like FilmTec or Hydranautics are necessary to remove dissolved salts. For simpler applications like ore washing, basic mechanical dewatering and ultrafiltration may suffice depending on the site's water quality baseline.
How much space is required for a mobile tailings dewatering plant?
Mobile tailings dewatering plants are designed for a minimal footprint, often housed within standard 20-foot or 40-foot shipping containers. These modular units are pre-integrated with pumps, centrifuges, and dosing skids, allowing them to be deployed in tight spaces near the tailings discharge point. This compact design reduces on-site construction requirements and allows for rapid relocation as different sections of the tailings facility are processed.
What are the safety requirements for personnel operating dewatering equipment?
Personnel must wear appropriate personal protective equipment (PPE), including chemical-resistant gloves and eye protection when handling flocculants or antiscalants. Operating dewatering equipment involves high-pressure lines and rotating machinery, requiring strict adherence to lockout-tagout procedures during maintenance. Additionally, Ashcroft pressure gauges and Signet flow sensors should be monitored regularly to detect system surges or blockages that could pose safety risks to operators.
How does dewatering tailings help with 2026 environmental compliance?
Dewatering helps operations meet 2026 environmental compliance by supporting Zero Liquid Discharge (ZLD) goals and reducing the risk of tailings dam breaches. New regulations, such as China's 2025 State Council Action Plan, mandate integrated planning that favors on-site backfill or beneficial-use pathways. Precise slurry pump selection for mineral processing ensures that thickened tailings are moved efficiently to support these dry stacking and resource recovery mandates.
0 comments