
Mining water purification is a logistical challenge disguised as a chemical one. Success in remote, high-TDS environments requires more than just standard filtration; it demands modular engineering and component-level reliability. Selecting an industrial water purification system for mining has become increasingly complex with the implementation of the EPA 2026 Multi-Sector General Permit. This new regulation mandates quarterly PFAS monitoring using Method 1633 for Sector J operations, leaving no room for inadequate treatment protocols.
You understand that unplanned downtime due to membrane fouling or strict environmental regulations regarding tailings can jeopardize your entire operation. It's a constant struggle to balance the need for high-recovery rates with the logistical difficulties of site-specific equipment transport. This technical guide provides the expertise required to master these complexities through precise system selection and maintenance strategies. You'll learn how to achieve regulatory compliance and reduce procurement costs by prioritizing high-performance components like FilmTec RO membranes and containerized ultrafiltration units. We will examine the best practices for maintaining system longevity and ensuring reliable water reuse in the most demanding industrial environments.
Key Takeaways
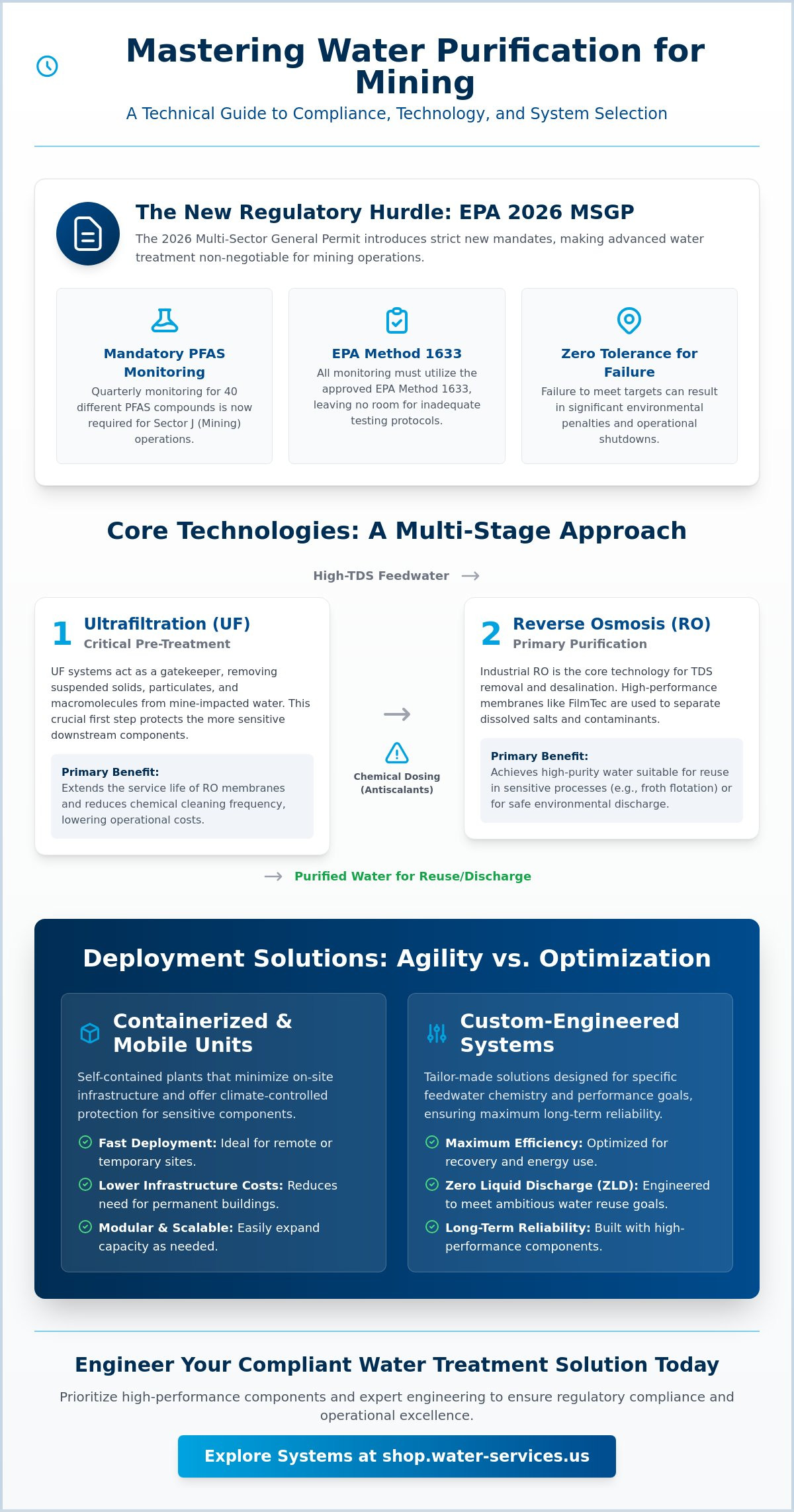
- Identify the specific impact of the 2026 EPA Multi-Sector General Permit on mining operations, including mandatory PFAS monitoring and indicator analytical protocols.
- Compare core filtration technologies, such as Reverse Osmosis and Ultrafiltration, to determine the most effective configuration for high-TDS feedwater.
- Utilize a structured framework to select an industrial water purification system for mining that matches your site's specific GPM requirements and purity standards.
- Discover how containerized and mobile treatment plants minimize on-site infrastructure costs while providing climate-controlled protection for sensitive components.
- Explore the technical advantages of custom-engineered solutions over off-the-shelf equipment for meeting Zero Liquid Discharge goals and ensuring long-term hardware reliability.
The Critical Role of Industrial Water Purification in Modern Mining
Industrial mining operations in 2026 operate under unprecedented scrutiny. The expiration of the 2021 Multi-Sector General Permit (MSGP) on February 28, 2026, and the subsequent implementation of the 2026 MSGP have fundamentally changed the compliance landscape. An industrial water purification system for mining is no longer just a piece of auxiliary equipment; it's a central component of the extraction process. Operators are shifting from a "waste management" mindset to one of "resource recovery." This transition focuses on recapturing valuable minerals from tailings while minimizing the environmental footprint on surrounding ecosystems.
High-purity water is a prerequisite for efficient froth flotation and ore leaching. Trace minerals or incorrect pH levels in feedwater can inhibit chemical reagents. This leads to reduced yield and increased reagent costs. Effective industrial wastewater treatment processes ensure that process water maintains the precise chemical balance required for these sensitive metallurgical applications. Without this control, soil acidification and groundwater contamination become significant liabilities that can trigger heavy fines or operational shutdowns.
Process Water vs. Drinking Water on Remote Sites
Remote mining sites face dual water challenges. High-purity process water is required to protect expensive equipment like Goulds Water Technology pumps from scale and corrosion. Simultaneously, on-site personnel in remote camps require safe, potable drinking water. Modular systems often combine technologies like FilmTec RO membranes with Viqua UV sterilization. This provides high-quality drinking water without the logistical burden of transporting bottled supplies. This dual-purpose approach ensures both mechanical efficiency and workforce health.
Regulatory Compliance and Tailings Management
Managing tailings water is the most critical hurdle for meeting 2026 discharge limits. New EPA mandates require report-only indicator monitoring for 40 different PFAS compounds using EPA Method 1633. Failure to reach these targets results in significant environmental penalties. Implementing an integrated industrial water purification system for mining allows for the safe environmental release of treated water or its reuse within the plant. For a detailed look at meeting these standards, see our guide on Mining Wastewater Treatment Solutions. Precision in managing these waste streams is essential for maintaining a social license to operate in the current regulatory environment.
Core Technologies for Mining Water Treatment
An effective industrial water purification system for mining relies on a multi-stage filtration architecture designed for extreme feedwater conditions. Industrial Reverse Osmosis (RO) remains the primary technology for Total Dissolved Solids (TDS) removal and desalination. However, RO membranes are highly susceptible to fouling from suspended solids and biological matter found in mine-impacted water. This is why Ultrafiltration (UF) is integrated as a critical pre-treatment step. Mobile ultrafiltration systems remove particulates and macromolecules, extending the service life of downstream RO elements and reducing chemical cleaning frequencies.
Chemical dosing is equally vital for maintaining system performance. Antiscalants and specialized water treatment chemicals prevent mineral scaling on membrane surfaces, which is a common failure point in high-calcium and high-sulfate environments. Precise dosing prevents the precipitation of sparingly soluble salts, ensuring the system operates at peak efficiency. For those seeking to optimize their chemical delivery, you can explore specialized water treatment components for industrial applications.
Reverse Osmosis Membrane Selection
Membrane selection depends entirely on feedwater chemistry and desired recovery rates. FilmTec membranes are often specified for their mechanical durability in high-fouling environments, while Hydranautics provides high-rejection options for specialized mineral recovery and salt separation. Operators must choose between brackish water (BW) and seawater (SW) membranes based on specific salinity levels and osmotic pressure requirements. To maintain stability, the design flux rate for mining RO systems typically ranges between 8 and 12 gallons per square foot per day (GFD) depending on the fouling potential of the source water. Adhering to EPA effluent guidelines for mining requires this level of precise salt rejection to meet strict discharge permit limits.
Pumping and Pressure Management
High-pressure delivery is the backbone of membrane performance. Integrating Goulds Water Technology Pumps ensures consistent osmotic pressure is maintained to overcome the resistance of high-TDS feedwater. These multi-stage centrifugal pump configurations are engineered for the continuous duty cycles common in mineral processing. Incorporating Variable Frequency Drives (VFDs) allows operators to modulate flow based on real-time demand, which significantly reduces energy consumption. In deep-well mining, managing high-head requirements is essential to prevent cavitation and ensure reliable water movement from depth to the surface treatment plant. These systems maintain hydraulic stability even during fluctuations in feedwater quality or temperature.
How to Select an Industrial Water Purification System
Selecting an industrial water purification system for mining requires a rigorous technical evaluation of site-specific variables. Engineers must move beyond generic specifications to address the unique chemical signatures found in mineral extraction environments. The selection process follows five critical steps:
- Step 1: Conduct a comprehensive feedwater analysis focusing on Total Dissolved Solids (TDS), pH levels, and heavy metal concentrations.
- Step 2: Determine the required output in Gallons Per Minute (GPM) and set precise purity standards for conductivity or resistivity.
- Step 3: Evaluate logistical constraints including power availability and the physical footprint of the installation.
- Step 4: Assess the operational advantages of modular, containerized units versus permanent fixed infrastructure.
- Step 5: Calculate the Total Cost of Ownership (TCO) by accounting for energy consumption, chemical dosing, and the replacement cycle of consumables.
A successful procurement strategy balances initial capital expenditure with long-term operational reliability. High-TDS environments quickly degrade inferior components. This makes the choice of high-performance hardware a necessity rather than an option. You must ensure the chosen industrial water purification system for mining can handle the specific osmotic pressures and scaling potentials identified during your initial water profiling phase.
Feedwater Profiling for Mining Sites
Feedwater at mining sites often presents extreme challenges such as Acid Mine Drainage (AMD) and high sulfate concentrations. These factors dictate the necessary pre-treatment stages. Multimedia filters or chemical oxidation may be required to remove iron and manganese before the water reaches the membranes. Implementing Signet Flow Sensors allows for real-time monitoring of flow rates and water quality parameters. This data is essential for adjusting chemical dosing in response to fluctuating feedwater chemistry. Understanding the USGS on Mining and Water Quality provides a technical foundation for why these specific contaminants must be addressed to prevent system failure.
Sizing Your System for Scalability
System sizing must account for both average daily usage and peak demand periods. Over-sizing leads to inefficient energy use, while under-sizing causes operational bottlenecks. Utilizing redundant "trains" in large-scale plants ensures that maintenance can occur without a total system shutdown. When evaluating components for long-term scalability, FilmTec RO membranes are a preferred choice due to their consistent flux rates and rejection performance. This modular approach allows for capacity expansion as mining operations grow. It ensures that your water treatment infrastructure remains a stable asset throughout the life of the mine.
Implementing Containerized and Mobile Treatment Units
Containerized units represent the most efficient deployment method for an industrial water purification system for mining. These systems utilize 20ft and 40ft ISO containers as self-contained equipment rooms. This approach eliminates the need for permanent building construction in remote areas. Climate-controlled enclosures protect sensitive components like RO membranes and control panels from extreme ambient temperatures. Whether your site is in the high-heat environments of the Australian Outback or the sub-zero conditions of Northern Canada, thermal insulation and integrated HVAC systems maintain the necessary process temperature.
Integration with existing mine infrastructure is streamlined through standardized interconnects for power, piping, and SCADA systems. Factory-installed wiring and plumbing ensure that site-side connections are limited to primary feed and discharge headers. This "plug-and-play" capability reduces on-site labor requirements and minimizes the risk of installation errors in challenging field conditions. This modularity also allows for rapid relocation if mining activities shift to a different pit or processing area.
Deployment Logistics for Remote Mining
Shipping a pre-assembled industrial water purification system for mining ensures that the core technology arrives ready for immediate commissioning. Each unit undergoes rigorous factory acceptance testing (FAT) before transport. This process identifies potential issues before the equipment reaches the site, where technical support might be limited. By utilizing self-contained units, operators significantly lower civil engineering expenditures and site preparation time. For a broader view of available hardware, review our Industrial Water Filtration Systems Roundup.
Operational Maintenance of Mobile Units
Mobile units must operate reliably in isolated locations with minimal manual intervention. Implementing Walchem Controllers provides the necessary automation for chemical dosing and system monitoring. These controllers manage critical parameters and can trigger alerts for remote operators if performance deviates from setpoints. Maintaining a local inventory of critical spares, such as pump seals and replacement membranes, is essential for minimizing downtime. If you require specialized hardware for remote sites, you can browse our containerized RO plants and mobile UF systems to find a solution that fits your logistical constraints.
Custom Engineering and Long-Term System Reliability
Off-the-shelf filtration kits often fail in complex mining environments because they don't account for site-specific mineral profiles. Standardized systems frequently struggle with high concentrations of selenium, arsenic, or heavy metals that vary by geographic location. An industrial water purification system for mining requires project-based engineering to achieve Zero Liquid Discharge (ZLD) goals and maintain operational uptime. This customized approach ensures that every component, from the initial pre-treatment stage to the final brine concentrator, is optimized for the specific chemical signature of the feedwater. Engineering a system for the exact osmotic pressure of the source water prevents premature component fatigue and reduces energy consumption.
System reliability depends on a rigorous maintenance schedule centered around Clean-in-Place (CIP) cycles. Regular CIP procedures remove organic fouling and mineral scaling from RO membranes, which is essential for maintaining high recovery rates in high-TDS environments. Establishing these protocols during the commissioning phase prevents irreversible damage to expensive membrane elements. Partnering with a provider that offers global technical support ensures that on-site teams have access to the expertise required for complex troubleshooting and system optimization as feedwater conditions evolve over the life of the mine.
Maximizing Membrane Life and Pump Efficiency
Chemical compatibility is the primary defense against membrane degradation. Selecting the correct antiscalants prevents the precipitation of sparingly soluble salts that lead to irreversible fouling. Operators should utilize Ashcroft Pressure Gauges to monitor differential pressure across all filtration stages. These precision instruments allow for the early detection of internal bottlenecks, enabling maintenance before a total system shutdown occurs. Additionally, optimizing pump curves to account for varying feedwater temperatures ensures that the system maintains stable hydraulic performance. This prevents cavitation and extends the service life of high-pressure pumps in continuous-duty applications.
The Water Services, Inc. Advantage
Water Services, Inc. provides over 30 years of specialized expertise in the design and implementation of global industrial water infrastructure. We specialize in custom-engineered containerized RO plants that are designed and assembled at our headquarters in Provo, Utah. Our engineering team prioritizes technical integrity, utilizing only Tier-1 components from established manufacturers such as Goulds, FilmTec, and Viqua. This commitment to quality ensures that every industrial water purification system for mining we deliver is built for the rigors of demanding commercial environments. We blend domestic industrial reliability with international distribution capabilities to support your operations anywhere in the world. Contact our engineers for a custom mining water solution to discuss your specific site requirements and performance targets.
Optimizing Your Mineral Recovery Infrastructure
The 2026 regulatory landscape requires a shift from simple waste management to advanced resource recovery. Implementing a high-performance industrial water purification system for mining ensures your operation remains compliant with the newest EPA mandates while reducing total water procurement costs. Success in these high-TDS environments relies on the integration of Tier-1 components and modular engineering to overcome remote logistical hurdles. It's essential to prioritize technical integrity as feedwater chemistry fluctuates throughout the life of the mine.
Water Services, Inc. brings over 30 years of engineering excellence to every project. As an authorized distributor for Goulds Water Technology and FilmTec, we provide direct access to the industry's most reliable hardware. Our global logistics capabilities ensure that custom-engineered, containerized solutions reach sites across Africa, the Middle East, and the Americas with precision. Request a Technical Consultation for Your Mining Water System to secure your operational uptime and meet your specific discharge targets. We are ready to support your next project with stable, industrial-grade solutions.
Frequently Asked Questions
What is the typical recovery rate for a mining reverse osmosis system?
Mining reverse osmosis systems typically achieve recovery rates between 50% and 75% depending on feedwater TDS and osmotic pressure limits. Achieving higher recovery often requires multi-stage configurations or specialized brine concentrators. Operators must balance recovery targets against the risk of mineral scaling, which can degrade membrane performance. Precise feedwater analysis is required to determine the maximum sustainable recovery rate for a specific site's chemical profile.
How do containerized water systems handle extreme temperatures at mine sites?
Containerized systems manage extreme temperatures using fully insulated ISO enclosures equipped with industrial-grade HVAC units. These climate-controlled environments protect sensitive electronics and maintain optimal process temperatures for the industrial water purification system for mining. Thermal insulation prevents freezing in Arctic conditions and mitigates heat-induced equipment failure in desert environments. This ensures that membranes and controllers operate within their specified temperature ranges regardless of external ambient conditions.
Can industrial purification systems treat acid mine drainage (AMD)?
Industrial purification systems effectively treat Acid Mine Drainage (AMD) by utilizing a combination of chemical neutralization and membrane filtration. The process typically involves adjusting the pH to precipitate heavy metals followed by ultrafiltration or reverse osmosis to remove dissolved solids. This approach allows mines to meet strict discharge limits and protect local groundwater from acidification. Proper pre-treatment is essential to prevent metal hydroxides from fouling downstream membrane elements.
What are the most common causes of membrane failure in mining operations?
The most common causes of membrane failure in mining are mineral scaling and irreversible organic fouling. High concentrations of calcium, sulfate, and silica often precipitate on membrane surfaces when recovery rates exceed solubility limits. Mechanical damage from abrasive particulates or chemical degradation from improper cleaning also contributes to premature failure. Implementing robust pre-treatment and using high-quality antiscalants are the primary methods for extending the service life of RO elements.
How much power is required to run a 100 GPM industrial RO system?
A 100 GPM industrial RO system typically requires between 50 and 100 horsepower (HP) for the high-pressure pump alone, depending on the feedwater salinity. High-TDS water requires greater osmotic pressure, which increases the total kilowatt-hour consumption. Systems equipped with Variable Frequency Drives (VFDs) and energy recovery devices can significantly lower these power requirements. Engineers must factor in additional energy loads for pre-filtration, chemical dosing pumps, and climate control systems.
Are mobile water treatment plants available for short-term mining projects?
Mobile water treatment plants are available for short-term mining projects, exploration phases, or emergency capacity needs. These units are typically housed in 20ft or 40ft containers for rapid deployment and easy relocation between sites. They offer a "plug-and-play" solution that minimizes civil engineering requirements and on-site construction time. This flexibility allows operators to scale water treatment capacity up or down based on the project's current lifecycle stage.
What pre-treatment is necessary for high-turbidity mine water?
High-turbidity mine water requires multi-stage pre-treatment starting with multimedia filter tanks to remove large suspended solids. This is often followed by ultrafiltration (UF) to eliminate finer particulates and macromolecules that can foul an industrial water purification system for mining. Coagulants and flocculants may also be injected to assist in settling solids during the primary clarification phase. Effective pre-treatment ensures that the Silt Density Index (SDI) remains within the acceptable range for downstream RO membranes.
How does Zero Liquid Discharge (ZLD) benefit a mining operation's ROI?
Zero Liquid Discharge (ZLD) improves ROI by eliminating the costs associated with wastewater discharge permits and potential environmental fines. By recovering up to 99% of process water, mines significantly reduce their freshwater procurement expenses. ZLD systems can also facilitate the recovery of valuable mineral byproducts from the concentrated brine stream. While the initial capital expenditure is higher, the long-term operational savings and reduced environmental liability provide a stable return on investment.
0 comments