
With the levelized water cost for thermal-heavy Zero Liquid Discharge (ZLD) systems exceeding $5 per cubic meter as of early 2026, the traditional approach to waste is no longer sustainable. You're likely facing the dual pressure of rising brine hauling fees and the strict quarterly PFAS monitoring requirements mandated by the EPA’s 2026 Multi-Sector General Permit. Effective RO reject brine management for industrial wastewater has shifted from a regulatory hurdle to a critical financial necessity for modern facilities.
We understand that the high energy footprint of conventional evaporators makes 100% compliance feel out of reach for many commercial operations. This guide shows you how to leverage advanced hardware to turn that waste stream into a strategic asset. You’ll learn how to implement hybrid ZLD strategies that combine high-rejection membranes with modular recovery units to lower operational costs and recover valuable process water for immediate reuse.
We'll explore the integration of high-performance FilmTec and Hydranautics membranes with precise Walchem controllers and Goulds Water Technology pumps. This technical overview covers everything from mineral recovery potential to the deployment of containerized reverse osmosis plants. By the end, you'll have a clear roadmap for achieving regulatory compliance and total water recovery without the burden of expensive hauling.
Key Takeaways
- Replace traditional hauling and deep-well injection with multi-stage concentration workflows to avoid increasing disposal fees and regulatory penalties.
- Master RO reject brine management for industrial wastewater by implementing circular mining techniques to transform concentrated waste into reusable process water and minerals.
- Utilize modular and containerized reverse osmosis systems to provide flexible, scalable ZLD solutions for remote mining and oil field operations.
- Ensure system longevity by specifying corrosion-resistant hardware, including specialized industrial pumps and high-pressure filter housings designed for high-salinity streams.
- Evaluate the financial impact of ZLD through a detailed ROI analysis comparing recovered water value against raw water acquisition costs.
Understanding RO Reject Brine and the Shift Toward Zero Liquid Discharge
Reverse osmosis (RO) systems generate two distinct streams: a high-purity permeate and a concentrated waste known as RO reject. This brine byproduct from industrial processes contains the total dissolved solids (TDS), organic compounds, and minerals removed during the filtration cycle. Effective RO reject brine management for industrial wastewater requires handling these highly concentrated streams before they reach environmental discharge points or exceed strict disposal limits.
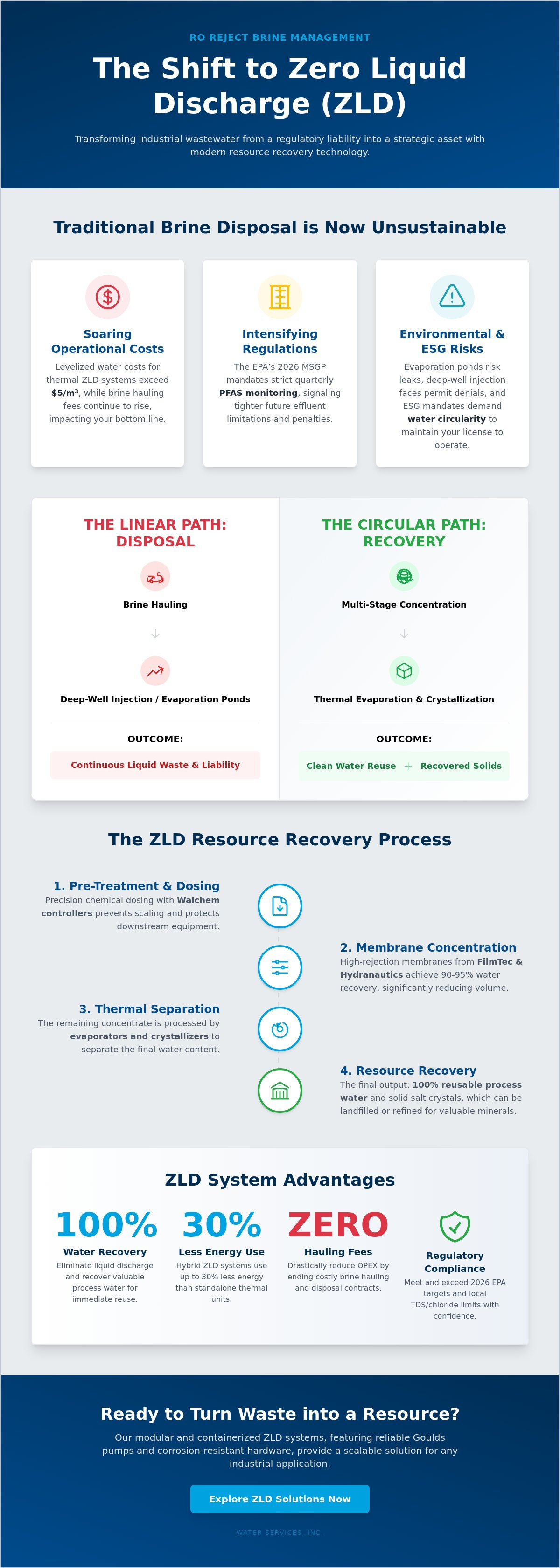
Traditional disposal methods are failing facilities in 2026. Evaporation ponds require excessive land use and pose significant leakage risks. Deep-well injection faces increasing seismic regulations and frequent permit denials. Brine hauling is now a significant operational expense, often exceeding the cost of the initial water treatment. Zero Liquid Discharge (ZLD) has emerged as the industrial standard to solve these issues. A ZLD system eliminates liquid waste discharge entirely, converting the concentrate into reusable water and solid salt crystals.
The transition toward ZLD is most aggressive in high-impact sectors. Mining operations use these systems to manage tailing pond levels and recover process chemicals. Power plants utilize ZLD to handle cooling tower blowdown and flue-gas desulfurization (FGD) wastewater. Oil and gas facilities deploy these strategies to manage produced water in water-scarce regions. These sectors prioritize industrial reliability and utilize high-performance industrial pumps to move high-salinity fluids through complex treatment stages.
The 2026 Regulatory Environment
Regulatory pressure is the primary driver for advanced brine management. The U.S. EPA's 2026 Multi-Sector General Permit (MSGP) introduces new quarterly monitoring requirements for 40 specific PFAS substances. While these are currently report-only, they signal a shift toward stricter effluent limitations. Industrial facilities also face tighter local limits on TDS and chlorides. Environmental, Social, and Governance (ESG) mandates now require companies to demonstrate water circularity. Failing to manage brine effectively threatens a facility's social license to operate, especially in drought-prone areas where local communities compete for the same water sources.
ZLD vs. Brine Minimization
It's vital to distinguish between brine minimization and true ZLD. Brine minimization focuses on volume reduction. It uses secondary RO or specialized water treatment chemicals and antiscalants to push recovery rates to 90% or 95%. This reduces hauling volume but leaves a liquid waste stream. ZLD goes further by utilizing thermal evaporators and crystallizers to achieve 100% water recovery. While minimization is a cost-effective intermediate step, true ZLD provides the highest level of long-term liability reduction by removing the need for any liquid discharge permits.
The Mechanics of Modern Brine Management Systems
Modern brine management utilizes a modular, multi-stage architecture to process high-salinity effluent. This engineering approach sequences chemical conditioning, membrane concentration, and thermal separation to achieve total liquid elimination. Effective RO reject brine management for industrial wastewater starts with precision chemical dosing. Using Pulsafeeder metering pumps and Walchem controllers allows for the exact delivery of water treatment antiscalants. These chemicals are essential to prevent calcium carbonate and sulfate scaling on downstream equipment surfaces.
Balancing membrane technology with thermal evaporation is the primary method for reducing operational costs. Hybrid ZLD systems, which combine these two processes, can reduce total energy consumption by up to 30% compared to standalone thermal units. These systems follow industrial water best management practices by maximizing the volume of water recovered during the initial, less energy-intensive membrane stages. Energy recovery devices (ERDs) are also integrated into high-pressure loops to capture hydraulic energy from the concentrate stream, further improving the facility's power profile.
Pre-Concentration with Advanced Membranes
The pre-concentration stage utilizes specialized high-pressure commercial reverse osmosis water filtration system designs. These systems employ FilmTec or Hydranautics high-rejection membranes to push the feed water toward its osmotic pressure limit. By increasing the TDS concentration at this stage, the system significantly reduces the volume of liquid that must be processed by the final thermal load. Managing flux rates is critical here. Operators must monitor Signet flow sensors and Ashcroft pressure gauges to maintain optimal performance in challenging wastewater environments without triggering premature fouling.
Thermal Evaporation and Crystallization
Once the brine reaches its membrane-limited concentration, it enters the thermal stage. Brine concentrators use heat to reach the saturation point of the constituent salts. Many 2026 facilities utilize Mechanical Vapor Recompression (MVR) technology to recycle latent heat, which drastically lowers the steam requirement. The final step is crystallization. This process converts the remaining liquid brine into transportable solid waste. The result is a dry salt cake that is far easier and less expensive to manage than liquid hazardous waste. For reliable fluid movement between these high-temperature stages, specifying heavy-duty Goulds Water Technology pumps ensures the system maintains continuous uptime under extreme conditions.
If your facility requires precise monitoring for these complex stages, consider upgrading your electric power controls and sensors to ensure total system synchronization.
Reframing Brine Management as Resource Recovery
Industrial operators now view concentrate streams as potential revenue sources rather than simple waste liabilities. Effective RO reject brine management for industrial wastewater utilizes the "Circular Mining" model to offset high operational expenses. This approach treats the concentrate as a feedstock for mineral harvesting and water reclamation. The levelized water cost for thermal-heavy ZLD systems can exceed $5 per cubic meter as of 2026, which makes high-efficiency recovery essential for a positive ROI. By reclaiming 100% of process water, facilities drastically reduce their raw water acquisition costs and eliminate the need for expensive discharge permits.
The transition to ZLD also removes the logistical complexity of traditional disposal. Relying on brine hauling or evaporation pond maintenance exposes a facility to volatile transport fees and long-term environmental liabilities. A localized ZLD system provides a predictable operational model. Strategic ZLD implementation yields significant life-cycle savings by eliminating the volatile costs of hazardous waste hauling and the multi-million dollar liabilities associated with evaporation pond remediation.
Mineral Harvesting from RO Reject
The global market for brine concentration technology reached $20.94 billion in 2026, driven largely by the demand for industrial-grade minerals. Advanced mining wastewater treatment solutions now integrate selective precipitation stages to isolate high-value salts like lithium, magnesium, and sodium chloride. These recovered materials are becoming critical components for the battery and chemical manufacturing sectors. By 2026, the ability to extract minerals from waste streams has become a key differentiator for facilities seeking to diversify their revenue and stabilize supply chains.
Reducing Environmental and Legal Liability
ZLD systems provide a robust defense against legal and environmental risks. Traditional tailing ponds are prone to leaks and require constant monitoring to prevent groundwater contamination. In contrast, ZLD processes convert liquid waste into transportable solids that are significantly easier to manage within current regulatory frameworks. This shift is essential for meeting the EPA’s 2026 PFAS monitoring requirements and avoiding the litigation associated with effluent discharge. Furthermore, achieving zero-discharge status significantly enhances corporate ESG scores, which often leads to better access to capital and improved relationships with local regulatory bodies.
To support these recovery stages, facilities must utilize high-precision equipment. Integrating water treatment antiscalants and reliable metering pumps ensures the recovery process remains efficient and free from scale-induced downtime.
Modular and Mobile Solutions for Remote Site Brine Management
Implementing permanent Zero Liquid Discharge (ZLD) infrastructure at remote mining sites or oil fields presents significant logistical hurdles. Remote locations often lack the local labor and specialized construction equipment required for large-scale on-site builds. As a result, RO reject brine management for industrial wastewater has shifted toward modular and containerized solutions. These systems are pre-engineered and factory-tested, ensuring technical integrity before they arrive at the site. This "plug-and-play" approach minimizes site preparation and allows for rapid deployment in demanding environments.
Small-scale, modular, and containerized ZLD systems represent the fastest-growing segment of the market in 2026. This growth is driven by the need for flexibility and the high cost of traditional civil engineering projects in isolated areas. These units house all necessary hardware, including high-pressure pumps, membrane housings, and chemical dosing stations, within standard shipping containers. This ruggedized design protects sensitive equipment from harsh weather and simplifies the logistics of international distribution. It's a dependable strategy for operators who require exact solutions without the delays of custom on-site fabrication.
Advantages of Modular Deployment
Modular systems significantly reduce on-site construction time and labor requirements. Since the majority of the assembly occurs in a controlled factory setting, the risk of weather-related delays or on-site errors is virtually eliminated. These systems also offer superior scalability. Operators can start with a single unit and add more modules as the volume of RO reject increases during the life of a project. For temporary or multi-site operations, such as short-term extraction projects, these plants are easily decommissioned and relocated, preserving the capital investment.
Ensuring System Integrity in Remote Locations
Remote operations require ruggedized components to maintain continuous uptime. Reliable pre-filtration is the first line of defense. Utilizing multimedia filter tanks for industrial water treatment ensures that suspended solids are removed before they reach the high-pressure membrane stages. For specialized applications, oil and gas water treatment systems incorporate hydrocarbon removal technologies to protect downstream equipment. These robust pre-treatment steps prevent abrasive industrial effluent from damaging sensitive FilmTec or Hydranautics membranes, extending the life of the system in harsh conditions.
For facilities requiring immediate deployment, our containerized reverse osmosis plants provide a reliable, factory-tested solution for remote brine processing.
Component Selection for Reliable Brine Management
The success of Zero Liquid Discharge (ZLD) depends on the technical integrity of individual hardware components. Brine is inherently aggressive. It features high concentrations of chlorides and other corrosive minerals that degrade standard industrial equipment. Effective RO reject brine management for industrial wastewater requires a shift away from general-purpose hardware toward specialized, corrosion-resistant materials. High-salinity streams also demand high-head pressure to overcome osmotic resistance, which places extreme mechanical stress on fluid handling systems.
Before committing to a full-scale capital purchase, many industrial operators evaluate ZLD feasibility through mobile or rental units. These systems allow for on-site testing of specific waste streams to determine the optimal chemical and membrane configuration. Since capital investment for a typical ZLD system ranges from $2 million to $10 million as of 2026, this pilot phase is a critical risk-management step. It ensures the chosen strategy can handle the specific TDS profile and flow rate of the facility's effluent without premature system failure. This data-driven approach protects the long-term ROI of the installation.
Industrial-Grade Pumps and Membranes
Handling concentrated reject requires ruggedized pumping solutions capable of maintaining consistent flow under high pressure. We recommend utilizing Goulds Water Technology Pumps for these aggressive brine handling applications. These pumps are engineered for industrial reliability and can withstand the abrasive nature of high-solids wastewater. For the concentration stage, selecting high-rejection RO membranes from manufacturers like FilmTec or Hydranautics is essential. These membranes maximize pre-concentration efficiency, which reduces the final volume sent to thermal evaporators. Integrating high-quality water treatment components, such as corrosion-resistant filter housings and specialized antiscalants, further extends the operational life of the entire system.
Process Control and Automation
Real-time monitoring is the only way to prevent catastrophic membrane fouling or pump cavitation. Modern ZLD systems rely on integrated electric power and controls to manage autonomous operation. These controllers synchronize chemical dosing with real-time flow data, ensuring the system adapts to fluctuations in wastewater chemistry. The role of Ashcroft pressure gauges and Signet flow sensors cannot be overstated. These instruments provide the data necessary to establish a predictive maintenance schedule. By monitoring differential pressure across membrane stages, operators can trigger cleaning cycles before irreversible damage occurs. This level of automation reduces the need for constant on-site supervision and ensures the facility maintains 100% water recovery uptime.
Implementing Resilient Brine Recovery Strategies
The industrial landscape of 2026 demands a departure from traditional brine disposal. Transitioning to a hybrid Zero Liquid Discharge model allows your facility to meet strict EPA monitoring requirements while reclaiming 100% of process water. By integrating advanced membrane pre-concentration with modular thermal units, you reduce the logistical burden of hauling and the long-term liability of evaporation ponds. Successful RO reject brine management for industrial wastewater relies on the selection of industrial-grade components designed for high-salinity environments.
Water Services, Inc. provides the technical expertise and hardware necessary to execute these complex strategies. With over 30 years of industrial water engineering experience, we specialize in modular systems for remote mining and oil sites. As a direct supplier of Goulds Water Technology pumps, FilmTec membranes, and Viqua systems, we ensure every component meets the rigors of industrial use. Consult with Water Services, Inc. for Custom Brine Management Engineering and Equipment to begin optimizing your facility's water circularity. You can achieve both regulatory compliance and significant operational savings through a well-engineered ZLD roadmap.
Frequently Asked Questions
What is RO reject brine management and why is it necessary?
RO reject brine management for industrial wastewater is the technical process of treating the concentrated byproduct generated during reverse osmosis filtration. It's necessary because of tightening environmental regulations, such as the 2026 EPA Multi-Sector General Permit (MSGP), and the rising operational costs of traditional brine hauling. Proper management ensures that facilities meet Total Dissolved Solids (TDS) limits while protecting local water sources from high-salinity discharge.
How does zero liquid discharge (ZLD) help with brine disposal?
Zero liquid discharge (ZLD) eliminates the need for liquid waste permits by converting the entire effluent stream into high-purity water and solid salt crystals. This process removes the legal and environmental liabilities associated with evaporation ponds or deep-well injection. By achieving 100% water recovery, industrial sites also reduce their reliance on raw water acquisition, which is critical in water-scarce regions.
What are the primary technologies used for brine concentration?
Modern systems utilize a combination of high-pressure reverse osmosis membranes and thermal evaporation technologies. High-rejection membranes from manufacturers like FilmTec or Hydranautics perform the initial volume reduction. This is followed by thermal processes like Mechanical Vapor Recompression (MVR) and crystallization to reach the final solid waste state. These technologies work in sequence to maximize efficiency and minimize the energy footprint of the treatment cycle.
Can valuable minerals be recovered from industrial RO reject?
Valuable minerals such as lithium, magnesium, and sodium chloride can be recovered from the concentrate through selective precipitation and crystallization. This "circular mining" model transforms a waste liability into a secondary revenue stream for the facility. As of 2026, the demand for industrial-grade recycled minerals has made resource recovery a standard component of many large-scale ZLD strategies.
What are the benefits of modular ZLD systems for mining sites?
Modular ZLD systems provide rapid deployment and factory-tested reliability for isolated or remote mining operations. These containerized units are pre-assembled with all necessary pumps, controllers, and membranes, which avoids the logistical delays of on-site civil engineering projects. Their scalability allows operators to add treatment capacity as reject volumes increase over the life of the mine.
How much energy does a typical brine management system consume?
Energy consumption varies by system type, but hybrid models that combine membrane and thermal stages can reduce power usage by up to 30% compared to standalone thermal units. Thermal evaporation remains the most energy-intensive portion of the process. Integrating energy recovery devices into the high-pressure membrane loops helps to capture hydraulic energy and lower the overall operational cost per cubic meter of treated water.
What is the difference between brine minimization and ZLD?
Brine minimization focuses on reducing the total volume of liquid waste to lower disposal costs, while ZLD aims for the total elimination of liquid discharge. Minimization systems often achieve 90% to 95% recovery but still leave a concentrated liquid stream for hauling or injection. ZLD goes the final step by utilizing crystallizers to produce a dry salt cake and 100% water reclamation.
How do I choose the right pumps and membranes for brine handling?
Choosing the right hardware requires selecting corrosion-resistant materials and high-head industrial pumps capable of handling aggressive, high-salinity fluids. Goulds Water Technology pumps are the industrial standard for these demanding applications. You must also specify high-rejection RO membranes that can withstand high osmotic pressures and frequent cleaning cycles to maintain long-term system integrity.
0 comments