
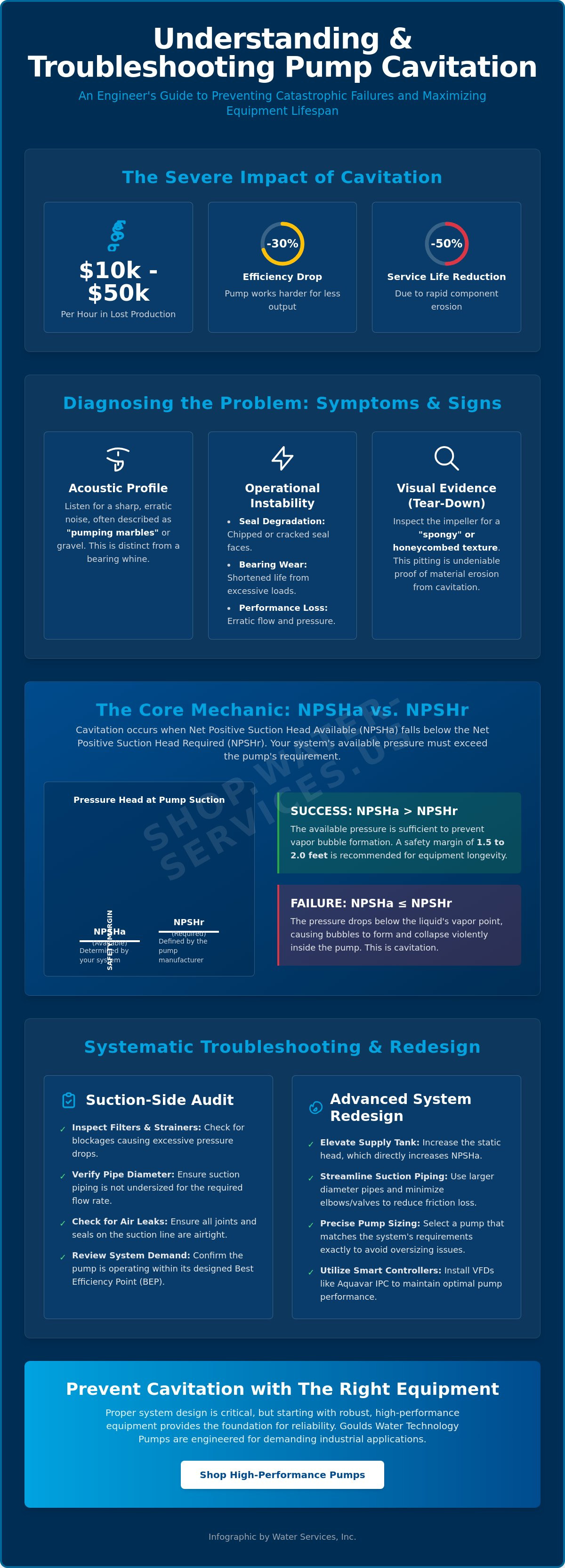
Sudden pump failure in a refinery or chemical plant can cost between $10,000 and $50,000 per hour in lost production. When your system sounds like it's pumping marbles, you're likely witnessing a 30% drop in efficiency and a 50% reduction in expected service life. Effective troubleshooting pump cavitation is not just about minor repairs; it's about preventing the rapid impeller erosion and mechanical seal failures that paralyze remote mining and oil sites.
We understand that maintaining a high mean time between failures (MTBF) is critical for your operational stability. This comprehensive guide provides the engineering data needed to restore flow rates and discharge pressure by addressing suction side hydraulic imbalances. You'll learn to audit your system for Net Positive Suction Head (NPSH) compliance, apply updated standards like ISO 15783:2026, and utilize smart technologies such as Goulds Water Technology Aquavar IPC controllers to ensure long term equipment reliability. We provide the technical framework to identify, diagnose, and eliminate these issues before they result in catastrophic failure.
Key Takeaways
- Learn to differentiate between mechanical failure and hydraulic cavitation by identifying the signature "marbles in the pump" acoustic profile and vapor bubble formation.
- Master the critical safety margin between Net Positive Suction Head Available (NPSHa) and Net Positive Suction Head Required (NPSHr) to maintain bubble suppression.
- Execute a systematic suction-side audit for troubleshooting pump cavitation by inspecting multimedia filter tanks and suction strainers for excessive pressure drops.
- Discover advanced system redesign strategies, such as elevating supply tanks or streamlining suction piping, to increase NPSHa and reduce friction loss.
- Understand the importance of precise pump sizing and the performance advantages of Goulds Water Technology Pumps in demanding industrial applications.
Identifying the Symptoms of Pump Cavitation
Cavitation occurs when the local pressure of a liquid drops below its vapor pressure. This drop triggers the formation of vapor bubbles that collapse violently as they enter higher-pressure zones. Understanding What is Cavitation? is the first step in diagnosing why a system is underperforming. When troubleshooting pump cavitation, the most reliable early indicator is the acoustic profile. A pump under stress typically emits a sharp, erratic noise often described as "pumping marbles" or gravel. This sound is distinct from the steady whine of a failing bearing or the rhythmic thud of mechanical misalignment. It signals that internal shockwaves are already impacting the equipment's structural integrity.
The mechanical consequences of these bubble collapses are immediate and destructive. Each implosion sends localized pressure waves through the impeller, shaft, and bearing housing. This creates excessive vibration that leads to several critical failure points:
- Mechanical Seal Degradation: High-frequency oscillations cause seal faces to chip or crack, leading to premature leakage.
- Bearing Assembly Wear: Excessive radial and axial loads shorten the service life of the bearing housing and its internal components.
- Performance Instability: Flow rates become erratic and discharge pressure fluctuates as vapor pockets disrupt the continuous fluid stream.
These symptoms indicate a systemic hydraulic imbalance that requires immediate intervention to prevent catastrophic failure.
Visual Indicators During Tear-Down
Physical inspection of the pump internals provides undeniable evidence of cavitation. Impeller pitting is the most common visual marker. It manifests as a "spongy" or honeycombed texture on the metal surface where material has been eroded by high-frequency shockwaves. The location of the damage helps pinpoint the cause. Pitting on the suction side of the vanes confirms classic suction cavitation. In contrast, damage on the discharge side often points to discharge recirculation issues. Mechanical seals also show specific wear patterns. High-frequency oscillations cause the seal faces to chip, even in high-quality industrial installations.
Operational Red Flags
System data often reveals cavitation before physical damage becomes critical. A sudden spike in power consumption without an increase in flow output is a primary red flag. The pump must work harder to move the less dense, vapor-filled liquid. Temperature increases at the pump casing or suction bell also indicate energy being lost to heat through bubble collapse. In demanding industrial environments, the frequent failure of Goulds Water Technology Pumps seals is rarely a product defect. Instead, it's often a symptom of underlying suction-side issues. Monitoring these operational metrics is essential for effective troubleshooting pump cavitation.
The Mechanics of Failure: NPSHa vs. NPSHr
Successful troubleshooting pump cavitation requires a precise understanding of Net Positive Suction Head (NPSH). This metric represents the absolute pressure at the pump suction port. It's the critical safety margin that prevents fluid from reaching its boiling point inside the equipment. Engineers must manage two distinct values: NPSH Required (NPSHr) and NPSH Available (NPSHa). If the available head does not exceed the required head by a sufficient margin, vapor bubbles will form and eventually collapse against the impeller vanes.
NPSHr is a manufacturer-defined threshold. It's determined through standardized testing, typically identifying the point where the total head of the pump drops by 3%. This value is a fixed characteristic of the pump design at a specific speed and flow rate. In contrast, NPSHa is a variable determined by your specific site conditions. Maintaining an NPSHa that is at least 1.5 to 2.0 feet higher than NPSHr is a standard industrial engineering practice to ensure bubble suppression and equipment longevity.
Calculating NPSH Available at Your Site
Determining NPSHa involves accounting for several environmental and physical variables. At high-altitude mining sites in regions like Africa or South America, atmospheric pressure is significantly lower than the sea-level standard of 10.33 meters (33.9 feet). This reduction directly lowers your starting NPSHa. Your calculation must also include:
- Static Head: The vertical distance between the liquid surface and the pump centerline.
- Friction Losses: Pressure drops caused by pipe length, elbows, and valves in the suction run.
- Fluid Properties: The specific gravity and viscosity of the medium, which impact how easily the fluid enters the pump.
To maintain system integrity, industrial operators should monitor these variables using high-precision instrumentation found in electric power controls and sensor suites.
Vapor Pressure and Temperature Dynamics
Fluid temperature is often the silent killer in industrial water systems. As the temperature of a liquid increases, its vapor pressure rises. This reduces the margin for error because the fluid is closer to its "flashing" point. In industrial reverse osmosis feed pumps, even a minor temperature spike can trigger cavitation if the suction side is not properly pressurized. As fluid velocity increases within the suction eye, static pressure decreases proportionally. This local pressure drop is where the transition from liquid to vapor occurs. When troubleshooting pump cavitation, always cross-reference the current fluid temperature with a vapor pressure chart to ensure your NPSHa remains viable.
Systematic Troubleshooting: Suction-Side Audit
Effective troubleshooting pump cavitation requires a methodical examination of the entire suction-side hydraulic circuit. It's a common mistake to focus solely on the pump when the root cause often lies in the upstream delivery system. A comprehensive audit begins by verifying that the physical installation matches the original engineering design. Discrepancies in pipe diameter, valve positioning, or filtration maintenance can quickly bridge the gap between stable operation and destructive vapor bubble formation.
Suction-side pipe diameter must be at least one size larger than the pump nozzle. This configuration minimizes fluid velocity and reduces the friction losses that erode your NPSH margin. If the suction line is undersized, the resulting pressure drop at the pump inlet can trigger "flashing" even if the supply tank is at an adequate level. Additionally, verify that all suction-side valves are 100% open and utilize the correct trim. A partially closed gate valve or a globe valve used in a suction line creates excessive turbulence and a localized pressure drop that invites cavitation.
Filtration components are frequent points of failure in industrial water systems. You must inspect suction strainers and multimedia filter tanks for excessive pressure drops. If the differential pressure across these units exceeds the manufacturer's specified limit, the pump is essentially being starved of fluid. Regular backwashing and media replacement are not just maintenance tasks; they're critical safeguards for your pump's internal metallurgy.
Eliminating Hydraulic Obstructions
Remote mining and oil operations often contend with debris that bypasses primary intake screens. Clearing obstructions from foot valves and intake screens is a priority when troubleshooting pump cavitation in these environments. You should also audit the piping layout for "dead legs" or high points where air pockets can accumulate. These pockets restrict flow and cause erratic performance. Installing Ashcroft pressure gauges at the suction and discharge ports allows you to verify real-time vacuum levels and identify precisely where the pressure loss is occurring.
Detecting Vortexing and Entrained Air
Air entrainment mimics the symptoms of cavitation but stems from different physical causes. Observe the intake behavior in open sumps or feed tanks. If the liquid level is too low, a vortex can form, drawing atmospheric air directly into the pump suction. This is particularly common in wastewater treatment plants where high-speed mixers introduce significant air content into the process stream. Correcting suboptimal tank levels and installing vortex breakers are essential steps to maintain the required head pressure and ensure a continuous, air-free liquid column.
Advanced Solutions and System Redesign
When routine maintenance fails to eliminate the "marbles in the pump" sound, a systemic redesign of the hydraulic circuit is required. Troubleshooting pump cavitation at this level involves permanent engineering fixes rather than temporary repairs. The primary objective is to increase the margin between NPSHa and NPSHr. Lowering the pump's physical elevation or elevating the supply tank are the most direct methods for increasing static head pressure. These modifications ensure the fluid remains well above its vapor pressure throughout the suction cycle.
Reducing friction loss is equally critical in high-demand industrial environments. Suction piping must be as short and straight as possible to minimize pressure drops. Engineers should replace standard elbows with long-radius bends and remove unnecessary valves or fittings that create turbulence. In applications where suction conditions are inherently poor, inducer impellers offer a specialized solution. These axial-flow components are mounted ahead of the main impeller to raise the fluid pressure before it enters the high-velocity vane area, effectively lowering the pump's overall NPSHr.
Implementing Variable Frequency Drives (VFDs) allows operators to match pump speed to actual system demand. Running a pump significantly to the right of its Best Efficiency Point (BEP) increases the required suction head and invites cavitation. A VFD ensures the pump operates within its designed hydraulic envelope, even during fluctuating process loads. This technological approach prevents the pressure drops associated with over-pumping and extends the mean time between failures for the entire assembly.
Hardware Upgrades for Harsh Environments
Specialized hardware is necessary for managing abrasive media and high-pressure differentials. Selecting impellers with hardened metallurgies or thicker vane profiles is essential when handling abrasive mining wastewater. These upgrades provide the durability needed to resist the combined forces of erosion and cavitation. For complex industrial water systems, retrofitting booster pumps can provide the necessary suction head for high-pressure feed pumps. Professional teams should consult on mining wastewater treatment solutions to ensure systemic hydraulic correction and long-term compliance.
Process Control and Automation
Automation serves as a critical safeguard for high-value pumping assets. Integrating Walchem controllers enables continuous monitoring of flow and pressure deviations. These systems allow for the configuration of automated low-suction-pressure cut-offs, which shut down the pump before physical damage occurs. Utilizing Signet flow sensors and Ashcroft pressure gauges provides the real-time data required to detect the early onset of cavitation. To secure your facility's operational uptime, purchase industrial-grade pumps and controllers designed for precision hydraulic management.
Preventing Cavitation with Goulds Water Technology
Standardizing on high-performance hardware is the final step in a robust hydraulic strategy. Goulds Water Technology Pumps are recognized as the industry standard for NPSH performance because of their precision-engineered impeller geometries. These designs minimize the low-pressure zones where vapor bubbles originate. When troubleshooting pump cavitation, engineers often find that replacing an underperforming unit with a correctly sized Goulds model provides the necessary NPSHr margin to stop physical damage and restore system pressure.
Proper pump sizing during the initial engineering phase is the most effective way to eliminate future maintenance issues. Selecting a pump that operates near its Best Efficiency Point (BEP) ensures that fluid velocity and internal turbulence remain within manageable limits. In remote mining or oil sites, where mechanical seal failure leads to significant downtime, using high-durability components is a logistical necessity. Water Services, Inc. focuses on providing exact hardware specifications that match the unique chemical and physical properties of your process water.
The Role of Professional Engineering
Water Services, Inc. designs containerized and mobile plants to exceed standard NPSH requirements, even in challenging environments. Our engineering team accounts for every friction loss from suction strainers to complex manifold piping. This proactive approach ensures that your mobile ultrafiltration or RO system arrives on-site ready for continuous operation. Integrating holistic system design is essential for long-term reliability. For more information on our design philosophy, read about Industrial Water Treatment Systems and how we engineer high-purity solutions for modern industry.
Selecting the Right Equipment
Securing the longevity of your industrial water system requires total compatibility between pumps, filters, and RO membranes. Using a Hydranautics or FilmTec membrane with an incorrectly sized feed pump will inevitably lead to performance drops and equipment fatigue. Our global e-commerce platform allows for the direct procurement of replacement parts, including Goulds seals and impellers, ensuring you maintain technical integrity without logistical delays. We provide the technical support and maintenance contracts necessary to keep global operations running at peak efficiency. Optimize your pumping system with expert engineering from Water Services, Inc. to ensure your infrastructure is protected against the destructive forces of cavitation.
Securing Your Industrial Hydraulic Infrastructure
Mastering the technical requirements for troubleshooting pump cavitation is essential for maintaining operational uptime in demanding commercial environments. Successful remediation depends on a precise understanding of Net Positive Suction Head margins and the elimination of suction-side obstructions through rigorous hydraulic audits. By standardizing on high-performance hardware and utilizing advanced process controls, industrial operators can effectively prevent catastrophic equipment failure and restore system efficiency.
Water Services, Inc. has provided global engineering and logistical reach since 1994. As an authorized Goulds Water Technology distributor, we offer specialized expertise in mining and military water infrastructure. We understand the rigors of remote site operations and the critical need for technical integrity in every component. Our logistical competence ensures that you receive the exact hardware needed to maintain peak performance.
Don't let hydraulic imbalances compromise your production targets. Shop Industrial Goulds Pumps and Components to secure the durability and performance your facility requires. We're here to help you optimize your industrial water system for maximum service life.
Frequently Asked Questions
What is the difference between suction cavitation and discharge cavitation?
Suction cavitation occurs at the impeller eye when the available head is lower than the required threshold, causing damage to the suction side of the vanes. Discharge cavitation, or discharge recirculation, happens when the pump operates too far to the left of its Best Efficiency Point. This creates high-pressure vortexes that damage the discharge side of the vanes or the outer diameter of the impeller.
Can cavitation occur if the pump is running at the correct speed?
Cavitation frequently occurs at rated speeds if the suction-side environment changes. If a suction strainer becomes fouled or a supply tank level drops, the available head decreases immediately. Troubleshooting pump cavitation involves looking beyond motor RPM to verify that hydraulic delivery matches the pump's fixed requirements under current site conditions. Maintaining the correct speed doesn't guarantee bubble suppression if suction pressure is insufficient.
How does fluid temperature affect the likelihood of pump cavitation?
Increasing fluid temperature raises the liquid's vapor pressure, which directly reduces the available NPSH. As the fluid nears its boiling point, vapor bubbles form more easily at the low-pressure zone of the impeller eye. This is a critical factor in boiler feed applications or industrial systems where process heat isn't properly dissipated. Higher temperatures require a significantly larger safety margin between NPSHa and NPSHr.
Will a larger suction pipe always fix my cavitation issues?
A larger suction pipe reduces friction losses but isn't a universal solution for cavitation. While it increases NPSHa by minimizing pressure drop, it can't compensate for inadequate static head or excessive fluid temperatures. System designers must also evaluate tank elevations and intake configurations. If the primary issue is low atmospheric pressure or high vapor pressure, pipe diameter changes alone won't stabilize the system.
How can I tell if my pump is cavitating or has a mechanical bearing failure?
Cavitation produces a distinct sound similar to pumping gravel or marbles, whereas bearing failure typically manifests as a consistent high-pitched whine or grinding noise. Vibration analysis further differentiates the two issues. Cavitation creates random, high-frequency pressure oscillations throughout the casing. Failing bearings produce specific frequencies related to the rotation speed and bearing geometry, which are detectable through standard predictive maintenance tools.
What are the long-term effects of ignoring cavitation in an industrial system?
Ignoring cavitation leads to the rapid erosion of internal metallurgies, often reducing a pump's service life by 50% or more. The resulting high-frequency vibrations cause frequent mechanical seal failures and can eventually lead to shaft breakage. In industrial settings, this results in increased maintenance costs and expensive unplanned downtime. Effective troubleshooting pump cavitation is necessary to prevent these cumulative mechanical stresses from causing a total system collapse.
Is it possible to fix cavitation by throttling the discharge valve?
Throttling the discharge valve can provide a temporary fix by reducing the flow rate and moving the operating point to the left on the pump curve. This action lowers the NPSH Required of the pump. However, this is an inefficient long-term strategy. It wastes energy and can cause heat buildup within the pump casing. Permanent engineering solutions, such as increasing suction head, are preferred over valve throttling.
Does the altitude of my site impact pump performance?
Altitude significantly impacts pump performance because atmospheric pressure decreases as elevation increases. At high-altitude mining sites, the reduced barometric pressure provides less force to move liquid into the pump suction. Engineers must adjust NPSHa calculations to account for this lower starting pressure. Failure to compensate for altitude results in a thinner safety margin, making the system highly susceptible to vapor bubble formation.
0 comments