
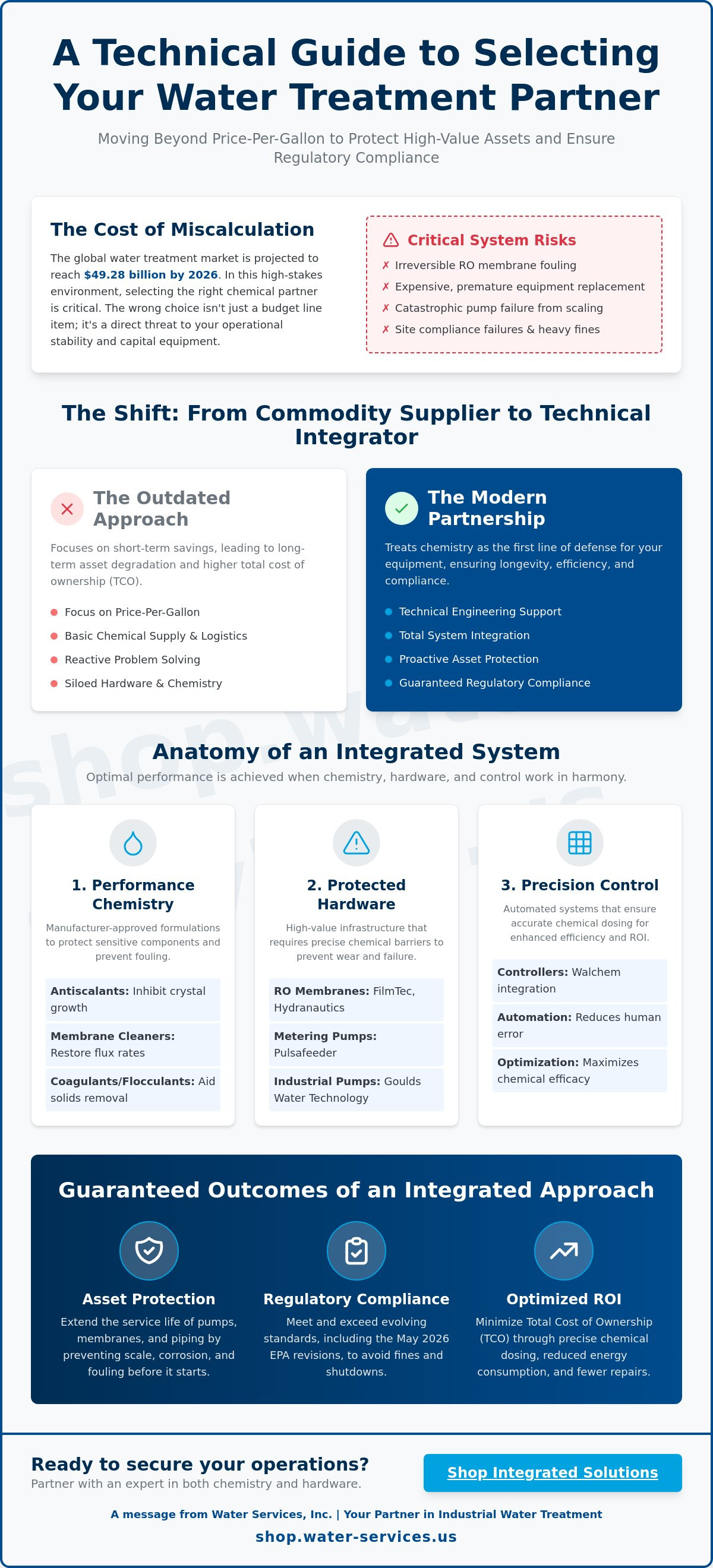
With the global water and wastewater treatment chemicals market reaching an estimated $49.28 billion in 2026, the margin for error in chemical selection has never been thinner. You likely already know that a single miscalculation in antiscalant dosing leads to irreversible membrane fouling and expensive, premature replacement of FilmTec or Hydranautics RO membranes. Finding a water treatment chemicals distributor that understands the delicate balance between liquid chemistry and mechanical hardware is the difference between operational stability and constant site compliance failures.
We agree that technical integrity must take precedence over flashy marketing when your facility's uptime is on the line. This guide provides the technical framework you need to evaluate partners based on their integration capabilities, specifically regarding how they support hardware like Pulsafeeder metering pumps and Walchem controllers. You'll learn how to secure a reliable global supply chain for remote operations while ensuring your automated dosing remains precise. We also cover the impact of the May 2026 EPA revisions to wastewater discharge regulations, helping you protect your equipment lifespan and your regulatory standing simultaneously.
Key Takeaways
- Understand how manufacturer-approved chemistry serves as the primary defense against irreversible fouling in FilmTec and Hydranautics RO membranes.
- Identify the critical evaluation metrics for selecting a water treatment chemicals distributor based on technical engineering support rather than price-per-gallon.
- Learn to optimize chemical dosing accuracy by integrating Walchem controllers with Pulsafeeder metering pumps for enhanced system ROI.
- Explore the logistical and technical benefits of consolidating your supply chain through an integrated provider of both industrial hardware and specialized chemistry.
The Strategic Role of a Water Treatment Chemicals Distributor in 2026
The industrial sector's reliance on chemical precision has reached a critical peak. By 2026, the role of a water treatment chemicals distributor has evolved far beyond the simple logistics of moving drums. Modern distributors now function as technical partners responsible for asset protection and engineering integration. They bridge the gap between complex chemical reactions and the physical integrity of your plant's hardware. Successful operations treat chemistry as the primary layer of defense for high-value assets, ensuring that industrial water treatment processes remain efficient and predictable.
This shift from commodity supply to technical partnership is driven by the need to minimize the Total Cost of Ownership (TCO). A poorly selected chemical program doesn't just waste money on reagents; it accelerates mechanical wear and increases energy consumption. When a distributor understands both the fluid dynamics and the molecular interactions within your system, they can specify chemistries that extend the service life of every component in the loop. It's about protecting the bottom line through technical integrity.
Protecting High-Value Infrastructure from Scaling and Corrosion
Inconsistent chemical application is the leading cause of catastrophic pump failure. Precise dosing protects Goulds Water Technology Pumps from abrasive scale buildup and internal pitting. Without a specialized chemical barrier, mineral deposits increase internal friction, forcing motors to work harder and eventually seize. Antiscalants inhibit crystal growth in high-recovery systems by distorting the lattice structure of precipitating salts, keeping them in suspension rather than allowing them to bond to metal surfaces. Investing in the correct chemistry is a fraction of the cost of replacing a multi-stage centrifugal pump or a bank of fouled membranes.
Ensuring Compliance in Mining and Industrial Wastewater
Regulatory pressures are intensifying. With the EPA proposing revisions to wastewater discharge regulations for power plants and new industrial wastewater permits appearing in 2026, compliance is no longer optional. A sophisticated water treatment chemicals distributor provides the flocculants and coagulants necessary to meet these stricter pH and contaminant limits. These chemicals aggregate suspended solids into larger masses for easier removal during the clarification process. For operators managing mining wastewater treatment solutions, integrated compliance means linking chemical precipitation directly to site-specific discharge permits to avoid heavy fines and operational shutdowns.
Essential Chemistry: Key Products for Industrial Water Treatment
Industrial water loops require more than bulk ingredients. Choosing a water treatment chemicals distributor that provides performance-grade chemistry ensures system stability and predictable results. Professional standards, such as those upheld by the Water Quality Association, emphasize the need for technical precision in chemical selection. Generic commodities often lack the specialized stabilizers found in performance chemicals, leading to inconsistent results in high-pressure environments. Utilizing manufacturer-approved formulations is the only way to guarantee that chemical additives don't inadvertently damage sensitive components or void equipment warranties.
Safety remains a primary concern when handling industrial-grade additives. Concentrated antiscalants, acids, and biocides require rigorous handling protocols and secondary containment systems. A specialized distributor provides the technical data sheets and safety documentation necessary to maintain a secure work environment. This technical oversight prevents common errors, such as improper chemical mixing, which can lead to hazardous gas release or system-wide precipitation events. Precision in product selection directly translates to operational safety and hardware longevity.
Reverse Osmosis Antiscalants and Membrane Cleaners
High-performance filtration systems depend on specialized additives to maintain flux rates. For FilmTec and Hydranautics RO membranes, using the wrong antiscalant leads to rapid, irreversible fouling. These performance chemicals work by interfering with precipitation kinetics. This allows for higher recovery rates in brackish water desalination by keeping minerals in suspension longer than their natural solubility limits would allow. When fouling occurs, selecting the correct pH-adjusted cleaner is vital for restoration. Low-pH acidic cleaners target inorganic scales like calcium carbonate. Conversely, high-pH alkaline cleaners are required for organic matter and biofilm removal. You can browse industrial chemical inventory to find specific formulations for these membrane types.
Disinfectants and Biocides for Microbial Control
Microbial control is essential for cooling towers and process loops where stagnant water or heat can encourage rapid bacterial growth. While many facilities rely on chemical biocides alone, integrating industrial UV sterilizers provides a superior multi-barrier approach. Non-oxidizing biocides effectively penetrate biofilms that protect colonies from standard disinfectants. Non-oxidizing biocides work in tandem with UV systems to provide 99.99% pathogen reduction by disrupting microbial DNA, ensuring total system disinfection without excessive chemical residuals. This integrated strategy reduces the total chemical load while maintaining strict hygiene standards. A competent water treatment chemicals distributor understands these synergies and specifies products that complement your existing mechanical disinfection hardware.
How to Evaluate a Water Treatment Chemicals Distributor
Selecting a water treatment chemicals distributor based solely on the lowest price per gallon is a common operational error. While chemical costs are a line item, the true value of a partner lies in their ability to prevent system downtime. A chemical-only distributor lacks the engineering depth to troubleshoot mechanical system failures. They often fail to recognize when a pump is cavitating or when a sensor is miscalibrated, leading to improper dosing and wasted reagents. Industrial operators require a partner that bridges the gap between chemical reactions and mechanical hardware performance.
Technical support must extend beyond the sale. You need a partner that understands the entire system architecture. If a distributor cannot explain how a specific antiscalant interacts with your metallurgy or membrane type, they aren't providing value; they're just moving inventory. Evaluation should prioritize engineering knowledge, site-specific analysis, and the ability to integrate chemistry into existing automated controls. This ensures that your chemical program supports your equipment rather than slowly degrading it through corrosion or scaling.
Technical Expertise vs. Bulk Delivery
Effective chemical programs rely on precise data. Does your distributor understand the pressure requirements of your Ashcroft gauges? Monitoring differential pressure is the only way to accurately time membrane cleanings. A qualified water treatment chemicals distributor uses site-specific water analysis and lab testing to formulate a dosing strategy tailored to your exact influent water quality. They also provide essential on-site training for staff. This training covers safe chemical handling and the technical nuances of adjusting dosing rates based on real-time sensor feedback from the system.
Supply Chain Reliability and Global Logistics
Logistical competence is mandatory for remote mining, military, or industrial operations. Managing lead times for critical consumables in Africa, South America, and the Middle East requires a distributor with a sophisticated international footprint. Reliable delivery ensures that remote plants don't face emergency shutdowns due to depleted chemical stocks. Utilizing regional warehouses, such as our facility in Provo, Utah, allows for rapid domestic fulfillment and streamlined international shipping. Safety during the delivery process is equally critical. Maintaining strict PPE compliance during chemical offloading and handling protects site personnel and prevents environmental contamination incidents in sensitive operational zones.
Optimizing Chemical Dosing for Efficiency and ROI
Industrial efficiency relies on the shift from manual chemical batching to automated precision control. Manual dosing is prone to human error. This results in over-dosing that wastes expensive reagents or under-dosing that compromises membrane integrity. Integrating chemical feed systems into existing SCADA or PLC frameworks allows for real-time adjustments based on system demand. A specialized water treatment chemicals distributor provides the hardware-software synergy necessary to achieve this level of automation. By establishing closed-loop feedback, facilities can reduce chemical waste and lower the total cost of ownership (TCO) for their water loops.
The transition to automated dosing represents a significant leap in industrial ROI. Manual systems often result in "slug dosing," which creates chemical spikes and valleys that stress mechanical components. Automated systems maintain a steady-state chemical concentration, protecting downstream equipment from corrosive or scaling conditions. This consistency is vital for maintaining compliance with 2026 environmental discharge standards. High-precision dosing ensures that every drop of chemical contributes to asset protection rather than ending up as wasted effluent.
Precision Metering and Automated Control
Exact chemical delivery requires high-performance hardware. Pulsafeeder metering pumps offer the stroke precision needed for consistent reagent injection. These pumps work in tandem with Walchem controllers to maintain chemical balance 24/7 without manual intervention. Flow-proportional dosing adjusts chemical injection rates in real-time to match variable feed water flow, ensuring consistent reagent concentrations despite fluctuating plant demand. This level of control prevents the accumulation of excess chemicals that can cause downstream interference or environmental compliance issues.
Real-Time Monitoring and Pressure Management
Data-driven monitoring is the backbone of efficient dosing. Using pressure differentials across a membrane bank signals exactly when cleaning chemicals are required, preventing unnecessary chemical exposure. Signet flow sensors provide the precise volumetric data needed to calculate dosing rates with accuracy down to the milliliter. Proper suction-side chemical plumbing is also essential to prevent pump cavitation, which can lead to mechanical failure and inconsistent dosing. A competent water treatment chemicals distributor assists in the mechanical layout of these systems to ensure fluid integrity. To improve your system's precision, browse our automated dosing controllers and sensors.
Water Services, Inc.: Your Integrated Chemical and Hardware Partner
Water Services, Inc. operates as a specialized, engineering-led water treatment chemicals distributor. We recognize that chemical reagents are only as effective as the systems that deliver them. Sourcing hardware and chemistry from separate silos often leads to integration failures and voided equipment warranties. By consolidating these requirements under a single technical authority, industrial operators ensure total system compatibility. This integrated approach reduces the risk of mechanical damage and optimizes reagent consumption across the entire water loop.
Our engineering team understands the specific fluid dynamics and chemical interactions required for high-stakes industrial environments. We don't just supply containers; we provide the technical oversight necessary to protect high-value infrastructure. This expertise allows us to serve as a dependable partner for professional users who require exact solutions for complex water challenges. Technical integrity is our primary focus, ensuring that every chemical program we design supports the long-term reliability of your facility.
The Advantage of Hardware-Chemistry Synergy
Technical integrity is our primary focus. We don't just sell chemicals; we design the systems that use them. Our deep expertise in containerized reverse osmosis plants and mobile treatment units ensures that every antiscalant and biocide is perfectly matched to the system metallurgy and membrane specifications. We verify that chemical additives don't degrade seals in metering pumps or interfere with sensitive flow sensors. This synergy guarantees that your treatment plant operates at peak efficiency from the first day of deployment. We eliminate the guesswork by providing chemicals that are manufacturer-approved for the specific components in your system.
Global Distribution from Provo, Utah
Our operational footprint combines domestic reliability with global reach. From our centralized headquarters and logistics hub in Provo, Utah, we manage fast domestic shipping and complex global project deployments. We have a proven track record of maintaining supply chain continuity in harsh environments, including remote mining sites, oil and gas fields, and military installations. Our logistics team handles the technical documentation and safety protocols required for international chemical transport, ensuring your consumables arrive on time and in compliance. This centralized model allows us to maintain strict quality control over every shipment.
Consolidating your supply chain with a single water treatment chemicals distributor that understands your hardware minimizes operational friction. We provide the stability and logistical competence required for demanding commercial and industrial environments. Contact our engineers today to optimize your chemical treatment program and secure your facility’s technical integrity.
Securing Industrial Integrity Through Technical Integration
Success in 2026 requires bridging the gap between molecular chemistry and mechanical hardware. Facilities that prioritize automated dosing accuracy and manufacturer-approved antiscalants protect high-value assets like Goulds pumps and FilmTec membranes from irreversible degradation. It's no longer enough to manage chemicals as a separate silo from your pumping hardware. Choosing a specialized water treatment chemicals distributor ensures your site remains compliant with evolving EPA standards while maximizing equipment service life through engineering-led selection.
Water Services, Inc. was founded in 1994. We bring over 30 years of industrial engineering expertise to every client engagement. As an authorized distributor for Goulds, Viqua, and FilmTec, we maintain a robust global supply chain serving the Americas, Africa, and the Middle East. Our logistics team handles the complexities of remote deployment so you can focus on core production. Browse our selection of industrial water treatment chemicals and dosing equipment to stabilize your operations today. Your system's reliability is the foundation of your facility's long-term success.
Frequently Asked Questions
What should I look for in an industrial water treatment chemicals distributor?
Prioritize technical engineering expertise and hardware-chemistry integration knowledge over simple price-per-gallon metrics. A reliable partner must understand the mechanical impact of their products on specific components like Goulds pumps or FilmTec membranes. They should offer site-specific water analysis and lab testing rather than just bulk inventory delivery. This ensures the chemistry supports your equipment's long-term operational stability and prevents premature hardware failure.
Can the wrong chemicals damage my reverse osmosis membranes?
Yes, incorrect chemical selection leads to rapid, irreversible membrane fouling or chemical degradation of the thin-film composite layer. Using generic antiscalants that aren't manufacturer-approved can cause mineral precipitation or oxidation within the membrane spacers. This results in permanent flux loss and necessitates expensive, premature RO membrane replacement. Always verify that your chemical formulations are compatible with the specific polymer chemistry of your Hydranautics or FilmTec elements.
How do I calculate the correct dosing rate for my water system?
Dosing rates are calculated based on feed water flow, chemical concentration, and specific contaminant levels identified through water analysis. Use Signet flow sensors to provide real-time volumetric data to a Walchem controller. This allows the Pulsafeeder pump to maintain the exact parts per million (ppm) required for system protection. Automated calculations prevent the risks of under-dosing, which causes scaling, and over-dosing, which wastes expensive reagents.
Does Water Services, Inc. provide chemicals for remote mining sites?
Yes, Water Services, Inc. specializes in logistical deployment to remote mining, oil and gas, and military operations across the globe. We manage complex international shipping and regional lead times from our centralized hub in Provo, Utah. Our experience includes supplying containerized RO plants and mobile ultrafiltration systems in harsh environments. We ensure that critical consumables arrive on time to maintain site compliance and operational uptime in isolated zones.
What is the difference between performance chemicals and generic water treatment products?
Performance chemicals include specialized stabilizers and dispersants formulated for specific high-pressure industrial applications. Generic commodities often lack these technical additives, leading to inconsistent scaling inhibition and potential system instability. A technical water treatment chemicals distributor specifies performance-grade products to ensure hardware longevity and predictable ROI. These specialized formulations are designed to work under the rigorous temperature and pressure conditions found in industrial water loops.
Is automated chemical dosing better than manual treatment?
Automated dosing is superior because it eliminates human error and prevents inconsistent chemical "slugging." Systems utilizing Walchem controllers and Pulsafeeder pumps adjust dosing in real-time based on sensor feedback. This steady-state consistency reduces chemical waste, improves environmental site compliance, and protects equipment from corrosive spikes. Automated systems also provide data logging capabilities, which are essential for troubleshooting and auditing your treatment process efficiency.
How often should I perform a chemical cleaning on my RO system?
Perform a chemical cleaning when normalized permeate flow drops by 10% or differential pressure increases by 15%. Waiting longer allows scale to compact, making it significantly harder to remove through standard Clean-In-Place (CIP) procedures. Monitoring Ashcroft pressure gauges provides the technical data needed to schedule cleanings before irreversible damage occurs. Regular cleaning with the correct pH-adjusted chemicals restores membrane performance and extends the overall service life of the system.
What safety equipment is required for handling industrial water treatment chemicals?
Industrial handling requires specific personal protective equipment (PPE), including chemical-resistant gloves, face shields, and aprons. Secondary containment systems and emergency eyewash stations are also mandatory for regulatory compliance. Always consult the safety data sheets (SDS) provided by your water treatment chemicals distributor for product-specific handling protocols. Proper PPE ensures that site personnel are protected from hazardous exposure during chemical offloading, mixing, and pump maintenance procedures.
0 comments