
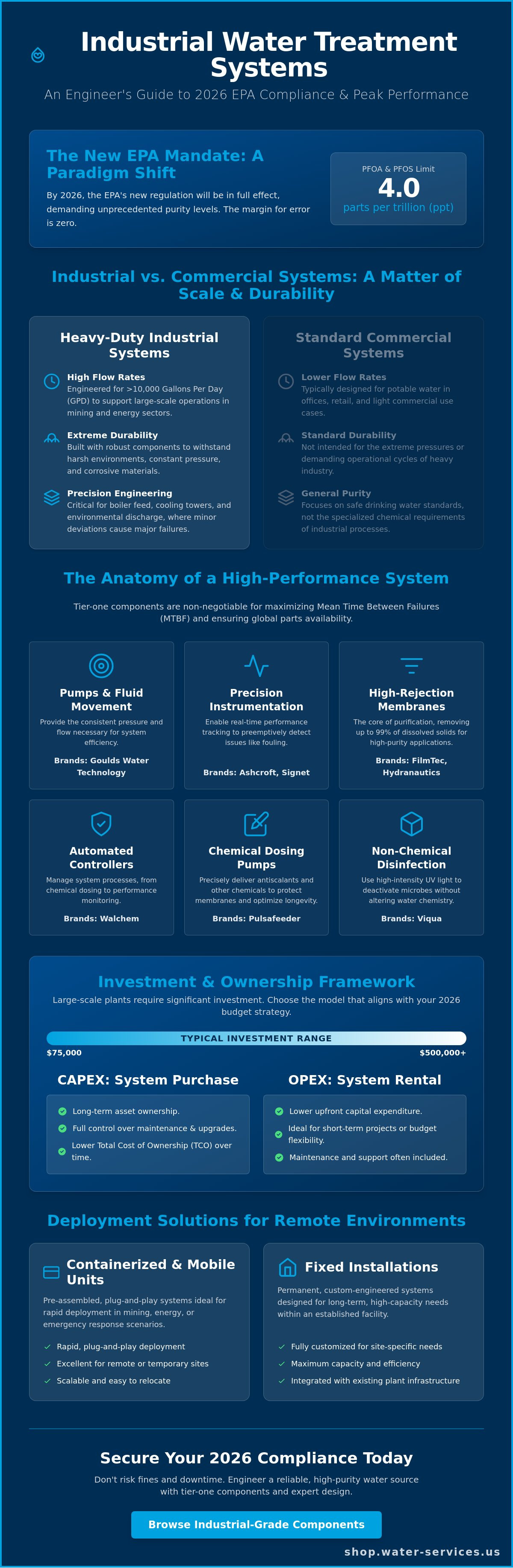
With the EPA finalizing the 4.0 parts per trillion limit for PFOA and PFOS in early 2026, the margin for error in industrial water treatment systems has effectively vanished. For operators in the mining and energy sectors, compliance is no longer just a regulatory hurdle; it's a high-stakes engineering requirement. Achieving these high-purity standards requires a shift from generic filtration to precision-engineered infrastructure that can handle the rigors of heavy-duty applications.
You understand that inefficient systems don't just risk fines; they drive up operational costs through frequent membrane fouling and pump failures. This guide provides an authoritative roadmap for engineering systems that utilize tier-one components like FilmTec RO membranes and Goulds centrifugal pumps. We will examine the $75,000 to $500,000 investment required for large-scale industrial plants and how to optimize these assets for maximum uptime. You'll learn the specific trade-offs between modular containerized plants and fixed installations, along with data-driven strategies to reduce maintenance frequency and secure a reliable, high-purity water source for the 2026 regulatory landscape.
Key Takeaways
- Understand the technical engineering requirements that differentiate heavy-duty industrial water treatment systems from standard commercial filtration, focusing on high flow rates and extreme durability.
- Identify how tier-one components from manufacturers like FilmTec and Goulds maximize Mean Time Between Failures (MTBF) and ensure reliable global equipment support.
- Evaluate the advantages of containerized RO plants and mobile ultrafiltration units for rapid, plug-and-play deployment in remote mining or energy environments.
- Analyze the Total Cost of Ownership (TCO) to determine whether a CAPEX-based purchase or an OPEX-focused rental model aligns with your 2026 infrastructure budget.
- Learn how to optimize system longevity through precise preventative maintenance and the strategic application of chemical antiscalants to prevent membrane fouling.
What are Industrial Water Treatment Systems?
Industrial water treatment systems are large-scale engineering solutions designed to remove physical, chemical, and biological contaminants from water used in industrial processes. While commercial systems focus on potable water for offices or retail, industrial systems operate at higher flow rates, often exceeding 10,000 gallons per day. These systems must provide extreme durability to survive the harsh environments of mining sites or power plants. Industrial water treatment ensures that water quality meets the precise specifications required for heavy machinery and regulatory compliance.
By May 2026, the industrial sector faces stricter enforcement regarding PFAS and nutrient removal. Equipment for large-scale industrial plants starts at approximately $75,000 and can exceed $500,000. These investments are necessary to meet the EPA's 4.0 ppt limit for PFOA and PFOS. High-performance infrastructure relies on heavy-duty components like Goulds Water Technology pumps and Ashcroft pressure gauges to maintain system integrity under constant pressure. The global industrial water treatment market was valued at up to $66.11 billion in 2025; it's expected to grow at a 5.1% CAGR through 2026 as facilities modernize their hardware.
Key applications for these systems include boiler feed water, cooling tower makeup, and environmental discharge. In energy sectors, water must be stripped of dissolved solids to prevent scale in high-pressure boilers. In mining, systems must treat discharge to prevent heavy metal contamination in local ecosystems. Precision is critical. Even minor deviations in water chemistry can lead to catastrophic equipment failure or regulatory non-compliance.
Primary Technologies in Industrial Water Treatment
- Reverse Osmosis (RO): Utilizing FilmTec or Hydranautics membranes, RO is the industry standard for removing up to 99% of dissolved solids. It's essential for high-purity applications.
- Ultrafiltration (UF): Mobile ultrafiltration systems provide a physical barrier against suspended solids and pathogens. They often serve as pretreatment for RO to extend membrane life.
- UV Sterilization: Viqua UV systems provide non-chemical disinfection. These units use high-intensity light to deactivate microbial DNA without altering water chemistry.
Process Water vs. Wastewater Treatment
Process water treatment focuses on the input side. It ensures water meets manufacturing specs, such as low conductivity for electronics. Wastewater treatment handles the output side. It focuses on removing pollutants before discharge to avoid heavy fines. Some facilities now implement Zero Liquid Discharge (ZLD). ZLD systems recover all liquid waste, leaving only solid contaminants for disposal. This approach is becoming more common as water scarcity drives the need for resource recovery. Effective management requires sophisticated monitoring using Walchem controllers and Signet flow sensors to track real-time performance.
Critical Components of a High-Performance System
Component selection is the primary factor in determining the Mean Time Between Failures (MTBF) for industrial water treatment systems. In high-pressure environments like mining and energy production, a single component failure can cause site-wide downtime. Selecting tier-one brands ensures that replacement parts, such as impellers or mechanical seals, are available through global distribution networks. This availability is critical for maintaining 24/7 operations in remote locations. You can find detailed technical data on various hardware configurations in the EPA's Industrial Wastewater Treatment Technology Database.
Real-time performance tracking requires high-precision instrumentation. Ashcroft pressure gauges and Signet flow sensors provide the data necessary to detect membrane fouling before it leads to system failure. Integrating these sensors with Walchem controllers allows for automated adjustments in chemical dosing. Pulsafeeder metering pumps are utilized for the precise delivery of antiscalants. This prevents mineral scale from compromising RO membrane flux and reduces the frequency of chemical cleanings. If you need to replace specific hardware, you can browse our catalog of industrial-grade components to ensure system compatibility.
Pumping and Fluid Movement with Goulds Technology
Centrifugal pumps are the heart of fluid movement in industrial water treatment systems. Goulds Water Technology remains the industry standard because of its heavy-duty construction and hydraulic efficiency. For 2026, system designs prioritize pumps with specific GPM and max head ratings to handle high-viscosity process water. Goulds multi-stage centrifugal pumps, often featuring 316 stainless steel impellers, deliver the horsepower required for high-pressure reverse osmosis feed. These units are engineered for continuous duty cycles in cooling tower loops and boiler feed systems where reliability is a non-negotiable requirement.
High-Efficiency Filtration: Membranes and UV
Membrane selection depends on the feed water's total dissolved solids (TDS) and the required permeate purity. FilmTec BW30-400 membranes are the preferred choice for brackish water applications, while Hydranautics SWC5 membranes offer high-rejection rates for seawater desalination. For non-chemical disinfection, Viqua UV systems provide a reliable solution by using high-intensity ultraviolet light to neutralize pathogens in industrial loops. Pre-treatment stages often utilize multimedia filter tanks and Pentair filter housings to remove sediment. These stages protect sensitive downstream RO components from premature fouling and physical damage.
Modular and Containerized Solutions for Remote Sites
Remote industrial operations in the mining and energy sectors require infrastructure that bypasses the lengthy timelines of traditional civil engineering. Modular industrial water treatment systems provide a solution by housing all necessary components within a standardized shipping container. These units arrive on-site as plug-and-play assets, significantly reducing the time spent on commissioning and installation. By centralizing equipment like multimedia filter tanks and Pentair filter housings within a ruggedized exterior, operators gain immediate weather protection and a climate-controlled environment for sensitive electronics.
Rapid deployment is a primary driver for the adoption of these systems. Moving from the initial design phase to on-site commissioning often takes only a few weeks, compared to the months or years required for fixed plants. This speed is essential for meeting the 2026 regulatory deadlines for PFAS compliance. Engineers often utilize the EPA Industrial Wastewater Technology Database to verify that containerized configurations meet specific pollutant limits before deployment. These mobile units are engineered for extreme climates, featuring high-R-value insulation and industrial HVAC systems to maintain optimal operating temperatures for RO membranes.
Mining and Oil & Gas Applications
Remote exploration sites often deal with high-salinity brackish water that is unsuitable for process use without extensive treatment. Containerized reverse osmosis plants allow mining companies to treat this water on-site, reducing the logistical costs of hauling water to remote locations. Treating tailings water for reuse in mineral processing is another critical application. This practice reduces the demand for raw water and helps facilities comply with stringent environmental discharge permits. With global water scarcity concerns rising in 2026, the ability to recover resources from wastewater is a significant economic advantage for remote operations.
Military and Emergency Response Water
Logistical ease is the most important factor for military and emergency response water systems. Portable RO systems must provide potable water from high-sediment surface water sources under unpredictable conditions. These systems rely on standardized parts, such as Harmsco filtration products and Viqua UV sterilizers, to ensure that maintenance can be performed quickly in the field. Mobile ultrafiltration systems are frequently deployed for emergency response because they provide a robust physical barrier against microbial contaminants. Using modular designs ensures that components are easily accessible for rapid repair, which is vital for maintaining a steady water supply in forward operating bases.
Selecting Your System: Rental vs. Purchase Framework
Analyzing the Total Cost of Ownership (TCO) is essential for any facility manager evaluating industrial water treatment systems. The decision to purchase or rent an asset depends on the project's duration, available capital, and the complexity of the water chemistry. In the 2026 fiscal landscape, companies must choose between Capital Expenditure (CAPEX) and Operating Expenditure (OPEX) models. Large-scale industrial systems require equipment investments starting at $75,000, with installation and commissioning costs ranging from $30,000 to over $200,000. While these upfront costs are significant, owning the equipment eliminates recurring monthly fees and allows for complete control over maintenance schedules.
Custom engineering is the primary advantage of a purchased system. When you own the infrastructure, you can specify high-performance components like Goulds Water Technology pumps or FilmTec RO membranes that are optimized for your specific feed water. This precision reduces the risk of membrane fouling and ensures compliance with the 4.0 ppt PFAS limits mandated for 2026. If you are ready to evaluate hardware for a permanent installation, you can view our industrial water equipment options to compare technical specifications.
When to Purchase a Custom System
Permanent facilities with stable water demands benefit most from purchasing. If your production goals span more than five years, the long-term ROI of ownership far outweighs the cost of a long-term rental. This model is necessary for situations requiring highly specialized treatment chains, such as specific nutrient removal setups that aren't typically available in standard rental fleets. Owning your equipment also allows your team to develop deep technical expertise with the hardware. This leads to more efficient troubleshooting and reduced downtime over the life of the asset.
The Case for Mobile Equipment Rental
Mobile equipment rental is the preferred choice for temporary mining sites, construction projects, or seasonal capacity spikes. This model allows you to maintain high-purity standards without a large upfront capital outlay. Rental agreements often include technical support, commissioning, and outsourced maintenance, which reduces the burden on your internal staff. For medium-capacity needs, where equipment prices range from $12,000 to $45,000, renting provides a way to scale operations quickly while keeping budgets flexible. It's an ideal strategy for emergency outages where immediate deployment is more critical than long-term asset ownership.
Maintenance and Chemical Optimization for Longevity
Preventative maintenance is the primary defense against catastrophic system failure in industrial water treatment systems. For high-purity applications in mining and energy, neglecting a scheduled component check can lead to irreversible membrane fouling or pump cavitation. Operators must monitor water quality in real-time using Walchem controllers and Signet flow sensors to ensure parameters stay within engineering specs. Data from May 2026 indicates that automated monitoring reduces maintenance frequency by 15% by identifying flux decline before it causes a shutdown. On-site commissioning is a critical first step. It establishes the performance baseline for all downstream operations and ensures that components like Ashcroft pressure gauges are calibrated to the site's specific hydraulic conditions.
Technical support from seasoned experts helps maintain the integrity of the treatment chain. During commissioning, engineers verify that the system handles the max head and GPM requirements of the facility. This process includes testing the sterilization efficiency of Viqua UV systems and the rejection rates of the RO membranes. Stable operation relies on this initial precision. It prevents the high operational costs associated with inefficient filtration and regulatory non-compliance in the mining and energy sectors. Reliable hardware is only half of the equation; consistent oversight is what ensures the system meets the 4.0 ppt PFAS limits throughout the year.
Chemical Dosing and Scale Inhibition
Precise chemical delivery is required to protect expensive reverse osmosis membranes from mineral scale. Pulsafeeder metering pumps allow for exact GPH delivery of antiscalants, which is essential for systems operating at high recovery rates. Selecting the correct water treatment antiscalants depends on the specific ion concentration of the feed water. Intelligent controllers automate this chemistry, adjusting dosing based on real-time sensor feedback. This reduces manual labor and eliminates the risk of human error in chemical handling. Maintaining a consistent chemical profile extends the life of FilmTec or Hydranautics membranes. It preserves the system's total dissolved solids rejection capabilities and ensures the permeate meets high-purity standards.
Replacement Parts and Consumables
Managing a local stock of replacement sediment and carbon filters is a logistical necessity for remote sites. Pre-treatment filters protect high-pressure Goulds pumps and sensitive membranes from physical debris and chlorine damage. Operators should replace RO membranes when normalized permeate flow drops by 10% or when salt passage increases significantly. Delaying these replacements increases energy consumption and risks process contamination. For reliable sourcing of heavy-duty components, you can Browse the industrial equipment catalog at Water Services, Inc. Accessing a centralized supplier for everything from Harmsco filtration products to replacement filter cartridges ensures that your infrastructure remains compliant with 2026 water quality standards. Our Provo, Utah base provides the logistical competence required to ship these critical parts worldwide, supporting both local and global industrial operations.
Securing Your Water Infrastructure for the 2026 Regulatory Landscape
Meeting the 4.0 ppt PFAS limit requires a commitment to high-performance hardware and precise chemical management. Effective industrial water treatment systems must be engineered to withstand the extreme conditions of remote mining and military sites. By integrating tier-one components from Goulds, Viqua, and FilmTec, you ensure your facility achieves the necessary purity standards while avoiding costly system failures. Success in 2026 depends on the synergy between modular engineering and professional-grade component selection.
Water Services, Inc. has over 30 years of global water infrastructure experience. We are an authorized distributor focused on providing reliable solutions for the most challenging environments. Our team understands the logistical needs of international operations and ships high-quality equipment worldwide from our Provo, Utah base. We specialize in the ruggedized requirements of remote deployments—a level of technical expertise similar to the specialized solutions provided by Straight Street Event Services for live environments—ensuring that your equipment arrives ready for immediate commissioning.
Take the next step in optimizing your facility's water quality and operational efficiency. Request a custom engineering quote for your industrial water system to begin your infrastructure upgrade. We look forward to partnering with you to secure your water supply for 2026 and beyond.
Frequently Asked Questions
What is the difference between commercial and industrial water treatment?
The primary differences are scale, durability, and flow requirements. Industrial water treatment systems handle flow rates often exceeding 10,000 gallons per day and utilize heavy-duty components like Goulds multi-stage pumps to withstand 24/7 duty cycles. While commercial systems focus on potable water for offices, industrial systems are engineered for the harsh environments of mining and energy production where precise water chemistry is vital for machinery.
How often do industrial reverse osmosis membranes need to be replaced?
Industrial RO membranes typically last between 2 and 5 years depending on feed water quality and maintenance. You should replace membranes when the normalized permeate flow drops by 10% or salt passage increases significantly. Utilizing high-rejection membranes from FilmTec or Hydranautics alongside proper chemical antiscalants can extend this interval. Consistent monitoring with Signet flow sensors ensures you identify these performance shifts before they impact production.
Can industrial water treatment systems be customized for specific mining contaminants?
Yes, systems are frequently engineered to target specific contaminants like heavy metals, arsenic, or high salinity found in tailings water. Customization involves selecting specific multimedia filter tanks and integrating Walchem controllers for precise chemical dosing. This ensures the effluent meets environmental discharge permits. Engineering a system for your specific site chemistry prevents premature fouling and reduces the frequency of expensive chemical cleanings.
What are the benefits of containerized water treatment plants for remote sites?
Containerized plants offer rapid deployment and immediate weather protection for sensitive filtration equipment. These units arrive as plug-and-play assets, allowing a facility to move from design to commissioning in weeks rather than months. The ruggedized containers provide a climate-controlled environment for RO membranes and electronics. This is essential for maintaining system integrity in extreme climates where traditional civil engineering is not logistically feasible.
How do I calculate the GPM requirements for my industrial facility?
Calculate your total Gallons Per Minute (GPM) by summing the peak demand of all process equipment and adding a 20% safety margin for future expansion. You must also account for the max head required to move water through the treatment chain and to the furthest point of use. Selecting a Goulds centrifugal pump with the correct horsepower and impeller size ensures the system maintains consistent pressure during peak load periods.
Is it better to rent or buy a mobile water treatment unit?
Renting is better for temporary projects or emergency outages where you want to avoid large upfront capital outlays. Buying is the superior choice for permanent facilities because it improves long-term ROI and allows for complete control over system maintenance. If your project duration exceeds 24 months, the cost of ownership is typically lower than recurring rental fees. Owning also allows for custom engineering tailored to your specific process water needs.
What role do UV sterilizers play in industrial water loops?
UV sterilizers provide high-intensity, non-chemical disinfection within industrial loops. Viqua UV systems deactivate the DNA of microbial contaminants without altering the water's chemical profile or adding disinfection by-products. This is critical in cooling towers and process water loops where biological growth can cause biofilm buildup on heat exchangers. Using UV light reduces the reliance on biocides, which can lower overall chemical operating costs for the facility.
How does zero liquid discharge (ZLD) impact operational costs?
ZLD systems increase initial capital costs but significantly reduce expenses related to water procurement and wastewater disposal. By recovering all liquid waste, a facility minimizes its environmental footprint and complies with the strictest discharge regulations. This is particularly valuable in water-scarce regions where the cost of raw water is high. Implementing ZLD requires advanced membrane technology and robust pumping systems to handle the highly concentrated brine streams.
0 comments